Изготовление карабинов для сцепления манжетных запонок производится в настоящее время обычно в три операции. Первая операция состоит в заготовке кусочков проволоки определенной длины путем разрубания ее на специально приспособленных ножницах. Далее производится загибание заготовленных кусочков по известной форме и, наконец, подправка загнутых изделий. Предлагаемый штамп предназначен для изготовления таких же карабинов в одну операцию.
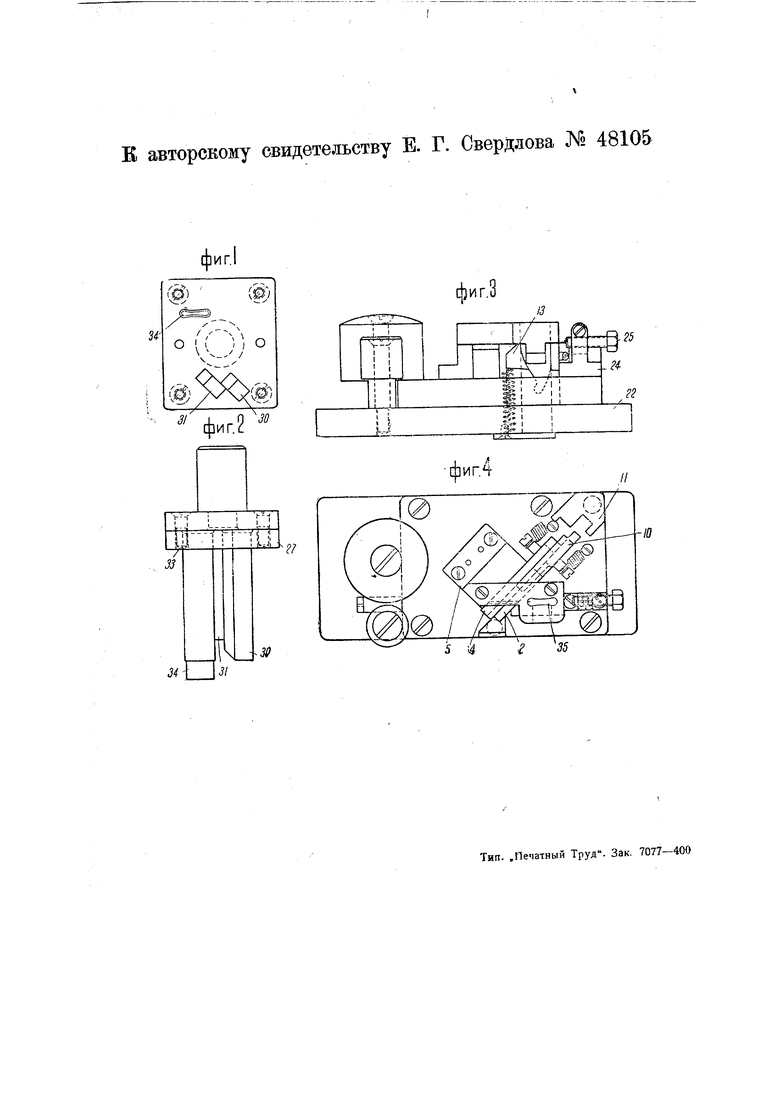
На чертеже фиг. 1 и 2 изображают в двух проекциях пунсон, а фиг. 3 и 4- матрицу.
В основании 22 штампа вставлена нижняя часть 73 штампа со сквозным отверстием по размеру детали. Начиная от верхней плоскости, отверстие идет вниз на конус, так что образуется постепенно формующее отверстие. На верхиий край скоса части J3 пропускается проволока, упирающаяся в винт 25, предварительно пройдя через канал 4 между подвижными ножами 2-4 ножниц 24. Ножи приводятся в движение клиньями 30, 31, укрепленными в пунсонодержателе 27 винтами 33, Клин 31, входя в направляющее гнездо //, своим скошенным концом двигает по горизонтали вперед нож 2 для разрезания проволоки. Второй клин при помощи промежуточного клин / действует на
иож 4 по вертикали вниз, освобождая проволоку из паза для загибки. Расположение ножей в отнощении оси матрицы таково, что производится косой разрез проволоки, впоследствии образующий в изделии более надежное соединение. Загибка производится на выступе 34 оправки, имеющем в поперечном сечении форму отверстия 35 матрицы.
Пунсон, опускаясь в матрицу своим заплечиком, опирается на проволоку, находящуюся на краю матрицы, и гонит ее вниз по скосам формующего отверстия, загибая ее вокруг своего выступа 34, и проталкивает ее сквозь отверстие матрицы. Возвращаясь обратно, изделие снимается с пунсона острыми краями нижней части отверстия матрицы.
Предмет изобретения.
Штамп для изготовления карабинов из проволоки за один ход пунсона, отличающийся тем, что его верхняя подвижная часть состоит из двух клиньев 30, 31 и оправки с выступом 34, а нижняя часть /J-из ножниц 24, один нож 2 которых под действием клина 31 обрезает проволоку, а другой-# под действием клина 30 опускается на время окручивания проволоки около выступа 34 оправки при проходе ее через постепенно суживающееся отверстие 35. свидетельству Б. Г. к авторскому Свердлова № 48105
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления ременных сшивателей | 1930 |
|
SU32473A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Способ изготовления деталей типа стопорных колец с отогнутыми внутрь усиками и устройство для его осуществления | 1987 |
|
SU1480939A1 |
| СПОСОБ НАВИВКИ ПРУЖИН С ФИГУРНЫМИ КОНЦАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2147964C1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК ИЗ ПРОВОЛОКИ | 1936 |
|
SU52368A1 |
| Штамп для гнутья серьги | 1936 |
|
SU49756A1 |
| Станок для изготовления сшивателей для приводных ремней | 1932 |
|
SU29827A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| Устройство для изготовления рулонных пружин | 1983 |
|
SU1148671A1 |
фиг
фиг.З
J3
341
О 1 I О
Ч -25
2
30
фиг. 2
31
V-T
F-UTIU
7
33
l3f

