1
Изобретение относится к обработке металлов давлением посредством холодной штамповки и может быть использовано для изготовления из проволоки деталей типа стопорных колец с отогнутыми внутрь усиками в любой отрасли машиностроения.
Цель изобретения - расширение технологических возможностей за счет изготовления стопорных колец в широком диапазоне размеров.
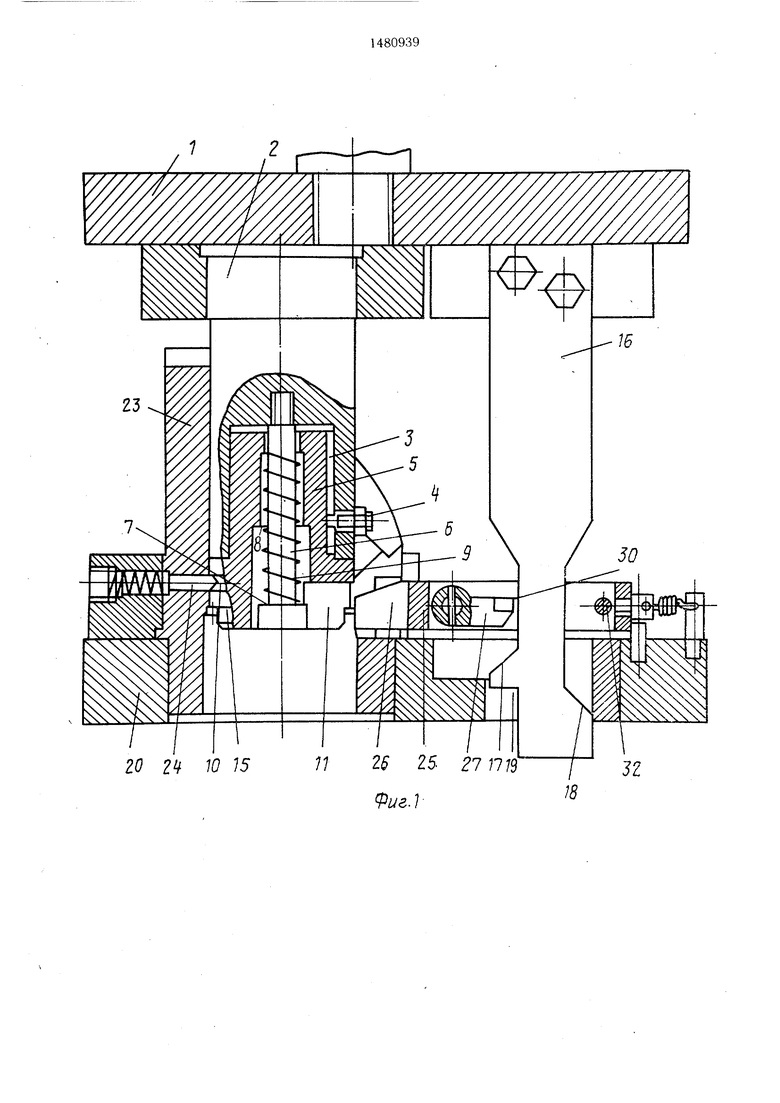
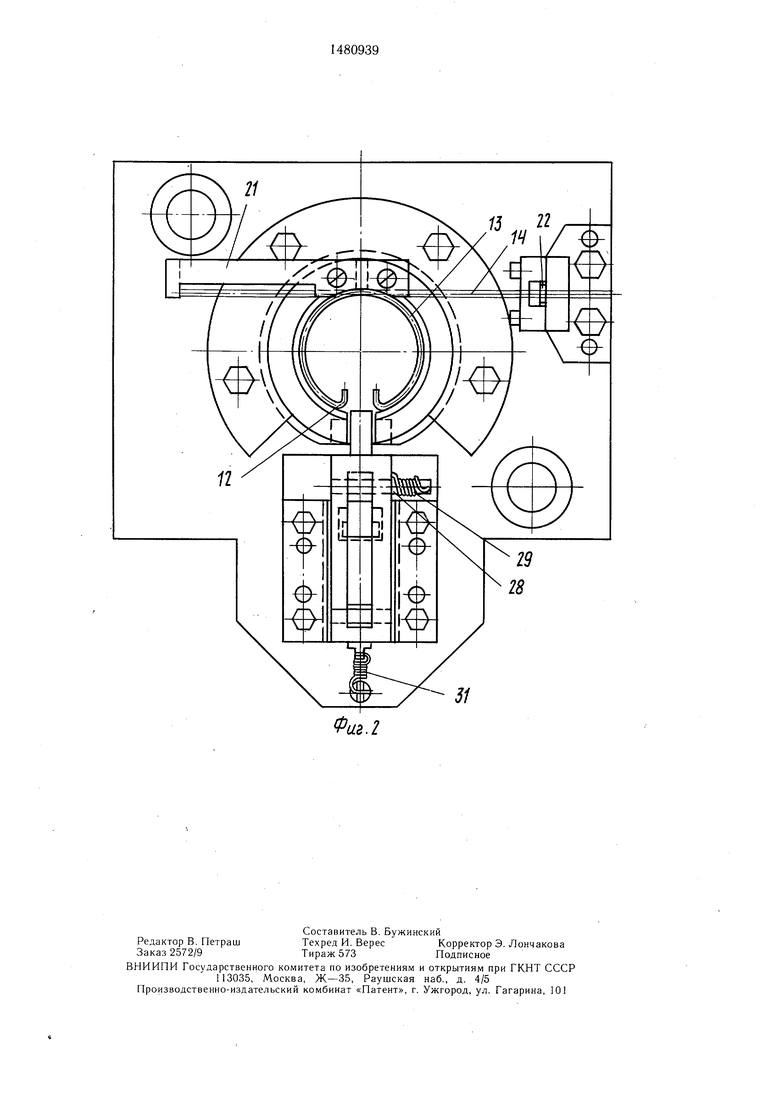
На фиг. 1 изображено устройство для реализации предлагаемого способа, разрез; на фиг. 2 - то же, вид сверху.
Устройство содержит смонтированные на верхней плите 1 пуансон 2, в отверстии которого находится установленная с возможностью перемещения вдоль паза 3 по пальцу 4 загибочная матрица 5, удерживаемая в пуансоне дистанционным винтом 6,
выполненным с учетом возможности контакта поверхности 7 головки с поверхностью 8 загибочной матрицы, и пружину 9. В загибочной матрице 5 выполнены кольцевая проточка 10, матричный паз 1 1 для отгибки усиков 12 завитой в кольцо 3 заготовки 14, буртик 15 для проталкивания заготовки. В клине 16 предусмотрены выступы 17 для осуществления рабочего хода, выступ 18 для отвода загибочной матрицы после загибки усиков и упор 19. На нижней плите 20 расположены устройства 21 для упора и устройство 22 для отрезки мерной заготовки 14, геликоидная матрица 23 с подпружиненным фиксатором 24, каретка 25, несущая зуб 26. В пазу каретки расположен упор-собачка 27, находящийся на оси 28 и поддерживаемый в положении против часовой стрелки
Јъ
00 О & СО
;о
пружиной 29. Каретка 25 и упор-собачка 27 контактируют между собой по поверхности 30. Для удержания ползушки в нерабочем положении служит пружина 31, а для передачи движения ползушки - ось 32.
Способ осуществляют следующим образом.
ми при помощи штампа с использованием пуансона и геликоидной матрицы, включающий операции подачи проволоки, отрезки мерной заготовки, формировании кольца путем проталкивания пуансоном заготовки через геликоидную матрицу и отгибке концов кольца внутрь для образования усиков, отличающийся тем, что, с целью расширения технологических возможностей за счет изготовления стопорных колец в широПри ходе пресса вниз заготовка 14, находящаяся между упором 21 и отрезным
устройством 22, отрезается на нужный раз-Ю ком диапазоне размеров, отгибку концов кольмер, захватывается буртиком 15 пуансонаца для образования усиков производят при
5 и, проходя через геликоидную матрицуобратном ходе пуансона. 23, превращается в кольцо 13, при этом
упор 19 клина 16 упирается в упор-со-2. Устройство для изготовления деталей
бачку 27 и, продвигаясь, разворачивает типа стопорных колец с отогнутыми внутрь
его вокруг оси 28 по часовой стрелке,усиками, содержащее установленную на нижне оказывая действие по перемещению ка-ней плите штампа геликоидную матрицу,
ретки 25, удерживаемой в нерабочем по-зуб для отгибки усиков, закрепленные на
ложении пружиной 31. В дальнейшем упор-верхней плите штампа пуансон, клин и нособачка срывается с упора 19 и возвра-жи для мерной отрезки заготовки, отлищается пружиной 29 в исходное положение,20 чающееся тем, что, с целью расширения
упираясь в ползушку поверхностью 30. Втехнических возможностей за счет изгоконце хода пресса вниз фиксатор 25 вхо-товления стопорных колец в широком дидит в проточку 10 загибочной матрицы 5апазоне размеров, оно снабжено установлени задерживает ее в начале хода прессаной с возможностью перемещения на нижней
вверх. При этом выступ 17 упирается в со-плите штампа кареткой, связанным с верхответствующую поверхность упора-собачки 27 и клином передвигает каретку 25 с зубом 26 внутрь матричного паза 11, производя отгибку усиков 12. Затем выступ 18 упирается в ось 32, производя переменен плитой дополнительным клином для перемещения каретки, упором-собачкой и загибочной матрицей, при этом зуб для отгибки усиков закреплен на каретке и в ней выполнен паз для прохода клина, в котощение каретки 25 с целью извлечения зу-30 Ром на оси с возможностью поворота и вза- ба 26 из матричного паза 11.имодействия с клином установлен упор-со- После завершения загибки усиков прибачка, подпружиненный в направлении вра- дальнейшем ходе вверх поверхность 7 дис-щения, пуансон выполнен полым, снабжен танционного винта 6 упирается в поверх-связанным с ним пальцем и в нем ус- ность 8 пуансона и освобождает его оттановлена с возможностью осевого переме- фиксатора 24, а затем пружиной 9 возвра-or щения загибочная матрица, в которой раз- щает загибочную матрицу 5 вдоль паза 3мещена введенная в устройство пружина, по пальцу 4 в исходное положение в пуан-установленная с возможностью взаимодейст- соне 2. Готовая деталь через провальноевия с пуансоном и входящим в нее паль- отверстие пресса удаляется из зоны гибки.цем, а на геликоидной матрице смонтиро- Формула изобретенияван введенный в устройство фиксатор, ус- 1. Способ изготовления деталей типа сто-40 тановленный с возможностью взаимодейст- порных колец с отогнутыми внутрь усика-вия с загибочной матрицей.
ми при помощи штампа с использованием пуансона и геликоидной матрицы, включающий операции подачи проволоки, отрезки мерной заготовки, формировании кольца путем проталкивания пуансоном заготовки через геликоидную матрицу и отгибке концов кольца внутрь для образования усиков, отличающийся тем, что, с целью расширения технологических возможностей за счет изготовления стопорных колец в широ ком диапазоне размеров, отгибку концов кольнен плитой дополнительным клином для перемещения каретки, упором-собачкой и загибочной матрицей, при этом зуб для отгибки усиков закреплен на каретке и в ней выполнен паз для прохода клина, в кото Ром на оси с возможностью поворота и вза- имодействия с клином установлен упор-со- бачка, подпружиненный в направлении вра- щения, пуансон выполнен полым, снабжен связанным с ним пальцем и в нем ус- тановлена с возможностью осевого переме- щения загибочная матрица, в которой раз- мещена введенная в устройство пружина, установленная с возможностью взаимодейст- вия с пуансоном и входящим в нее паль- цем, а на геликоидной матрице смонтиро- ван введенный в устройство фиксатор, ус- тановленный с возможностью взаимодейст- вия с загибочной матрицей.
20 24 Ю 15
11 26 25 271119 Фие.1
3Z
18
31
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки труб и устройство для его осуществления | 1981 |
|
SU1007860A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Штамп для изготовления пружинных стопорных колец | 1988 |
|
SU1641493A1 |
| Переналаживаемый штамп | 1979 |
|
SU841720A1 |
| Устройство для изготовления изделий из длинномерного материала | 1982 |
|
SU1072974A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Автоматическая линия изготовления спиралей | 1991 |
|
SU1821276A1 |
| Штамп для изготовления цепочки | 1982 |
|
SU1094648A2 |
| Штамп для изготовления прямоугольных скоб с отогнутыми краями | 1990 |
|
SU1804362A3 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ШАЙБ | 1971 |
|
SU310723A1 |
Изобретение относится к изготовлению стопорных колец с отогнутыми внутрь усиками и позволяет расширить технологические возможности. Способ изготовления колец включает операции подачи проволоки, отрезки мерной заготовки, формирование кольца путем проталкивания заготовки через геликоидную матрицу и отгибки концов кольца внутрь до образования усиков, при этом отгибку концов кольца производят при обратном ходе пуансона. Устройство для реализации способа содержит установленную на нижней плите штампа геликоидную матрицу, закрепленные на верхней плите штампа пуансон, клин и ножи для мерной отрезки заготовки. Кроме того устройство имеет установленную с возможностью перемещения на нижней плите штампа посредством клина каретку, на которой закреплен зуб для отгибки усиков. Пуансон выполнен полым и в нем с возможностью осевого перемещения установлена загибочная матрица. 2 с.п. ф-лы, 2 ил.
Фиг.2
| Авторское свидетельство СССР № 923686, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
