Изобретение относится к обработке материалов давлением, в частности к конструкциям штампового инструмента для изготовления деталей с отверстиями и отогнутыми концами из ленты, и может быть использовано в машиностроении, химической и других отраслях промышленности.
Известен штамп для гибки изделий, содержащий верхнюю и нижнюю части, оправку, гибочные пуансоны, смонтированные на нижней части штампа, и клинья, закрепленные на верхней части штампа и взаимодействующие с гибочными пуансонами при опускании верхней части штампа.
Недостаток указанного штампа заключается в том, что получение изделий типа рамок осуществляется в две операции, т.е. за два хода пресса.
Известен штамп для гибки изделий, содержащий верхнюю и нижнюю плиты, неподвижную оправку (матрицу), гибочные пуансоны, смонтированные на нижней плите штампа, подпружиненный прижим для фиксации заготовки, клинья, закрепленные на верхней части штампа и взаимодействуXI
GJ CJ
VI
ющие с гибочными пуансонами при опускании верхней части штампа.
Однако известный штамп не позволяет гнуть детали более сложной конфигурации, например детали с наклонными стенками, детали с углом загибки менее 20°. Кроме того, съем отштампованной детали осуществляется вручную.
Наиболее близким к предлагаемому является штамп для холодной листовой штамповки, содержащий неподвижную нижнюю плиту, подвижную верхнюю плиту, последовательно закрепленные на верхней плите пуансоны для предварительного деформирования и отрезки заготовок, полуматрицы предварительной и окончательной гибки, установленные перпендикулярно направлению подачи, установленную на нижней плите матрицу для предварительного формирования и отрезки, и пуансоны для предварительной и окончательной гибки с рабочими торцами, размещенными в одной плоскости, а также размещенный на верхней плите прижим. Изделие с позиции пред- варительной гибки на позицию окончательной гибки передается шиберами.
Однако известный штамп имеет ограниченные технологические возможности, так как он не позволяет изготавливать изделия с подогнутыми внутрь концами и отогнутой на угол, больший 90°, стороной.
Цель изобретения - расширение технологических возможностей штампа путем обеспечения возможности получения изделий с подогнутыми внутрь концами и отогнутой на угол, больший 90°, стороной.
Поставленная цель достигается тем, что штамп последовательного действия для изготовления деталей с отверстиями и отогнутыми концами из ленты, содержащий последовательно закрепленные на верхней плите пуансоны для предварительного деформирования и отрезки заготовок, полуматрицы предварительной и окончательной гибки, установленные перпендикулярно направлению подачи, установленную на нижней плите матрицу для предварительного формования и отрезки, и пуансоны для предварительной и окончательной гибки с рабочими торцами, размещенными в одной плоскости, а также закрепленный на верхней плите прижим, снабжен механизмом возвратно-поступательного перемещения пуансона для предварительной гибки вдоль оси пуансонов, а одна из полуматриц для окончательной гибки выполнена в виде подпружиненной ползушки с клиновым приводом, установленной в оппозитной к
верхнему ножу полуматрице для предварительной гибки вдоль направления подачи.
Кроме того, механизм возвратно-поступательного перемещения пуансона для
предварительного гибки выполнен в виде клиновых поверхностей, выполненных на несущей ползушку полуматрице и на подвижном пуансоне, закрепленного на нижней плите на вертикальной оси одноплечего
0 рычага, установленного с возможностью взаимодействия боковой поверхности с клиновой поверхностью полуматрицы, а концом - с клиновыми поверхностями подвижного пуансона, а также стойки с при5 жимами, взаимодействующими с подвижным пуансоном.
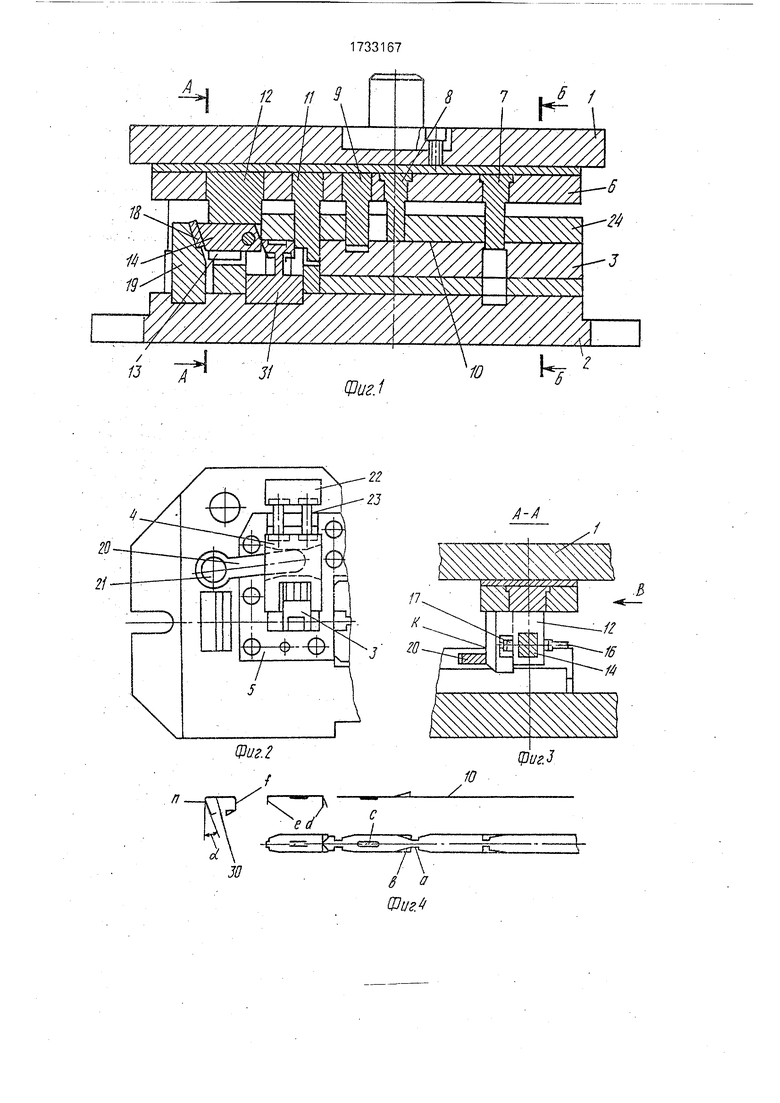
На фиг.1 показан штамп последовательного действия, общий вид; на фиг.2 - пуансоны предварительной гибки; на фиг.З 0 разрез А-А на фиг.1 (полуматрица предварительной и окончательной гибки); на фиг,4 -схема процесса формования заготовки; на фиг,5 - разрез Б-Б на фиг.1 (установка прижима); на фиг.6 - вид В на фиг.З (полуматри5 ца предварительной и окончательной гибки); на фиг,7 - пуансон окончательной гибки.
Штамп последовательного действия содержит верхнюю 1 и нижнюю 2 плиты, мат0 рицу 3 предварительного формования и отрезки, закрепленную на нижней плите 2, пуансон 4 для предварительной гибки, установленный с возможностью перемещения в направляющей 5, закрепленной на нижней
5 плите 2, В пуансонодержателе 6, смонтированном на верхней плите 1, последовательно закреплены пуансоны 7-9 для предварительного формования и отрезки заготовок. Два пуансона: 7 предназначены
0 для вырезки в ленте 10 пазов а, а два пуансона 8 -для выдавливания ребра жидкости с (фиг.4). Полуматрицы 11 и 12 для предварительной и окончательной гибки установлены перпендикулярно направлению
5 подачи ленты 10.
В оппозитной к верхнему ножу полуматрице 12 для предварительной гибки выполнено горизонтальное отверстие 13, в котором подвижно установлена одна из по0 луматриц для окончательной гибки, выпол- ненная в виде ползушки 14, подпружиненной относительно полуматрицы 12 для предварительной гибки пружинами 15 (фиг.б), закрепленными на осях 16 и
5 17. Ползушка 14 имеет наклонные торцовые поверхности, одна из которых контактирует с планкой 18, закрепленной на стойке 19, смонтированной на нижней плите 2. Штамп снабжен механизмом возвратно-поступа- тельного перемещения пуансона 4 для
предварительной гибки вдоль осей пуансонов 7-9, выполненным в виде одноплечего рычага 20, установленного на вертикальной оси 21, закрепленной на нижней плите 2, и стойки 22, закрепленной на нижней плите 2, подпружиненной относительно подвижного пуансона 4 для предварительной гибки пружинами 23. Полуматрица 12 предварительной и окончательной гибки имеет клиновую поверхность к, взаимодействующую при перемещении верхней плиты 1 с рычагом 20. Для прижатия ленты 10 предназначен прижим 24, установленный на верхней плите 1 с возможностью перемещения относительно плиты 1 на винтах 25, расположенных в отверстиях 26 верхней плиты 1 и подпружиненных пружинами 27, установленными в отверстиях 28 пуансонодержате- ля 6 и отверстиях 29 прижима 24. Штампованная деталь 30 с углом загибки стенки а показана на фиг.4. Для окончательной гибки предназначен пуансон 31. Рабочие торцы пуансонов для предварительной 4 и окончательной 31 гибки размещены в одной плоскости.
Штамп последовательного действия работает следующим образом.
Лента 10 механизмом подачи (не показан) подается между прижимом 24 и неподвижной матрицей 3 с постоянным шагом. При опускании верхней плиты 1 (плита соединяется с кривошипным прессом, например, типа К.Д2326) винты 25 проходят через отверстия 26 верхней плиты 1 и прижим 24 прижимает ленту 10 к неподвижной матрице 3. Пружины 27 при этом сжимаются. Пуансоны 7 вырезают в ленте 10 пазы а(фиг.4), пуансоны 8 отгибают края b ленты 10, пуансон 9 выдавливает ребро жесткости с. Ножом на полуматрице 11 отрезается лента 10, и пуансон 4 для предварительной гибки на полуматрицах 11 и 12 отгибает части d и е ленты 10 (фиг.7).
При дальнейшем движении вниз полуматрица 12 клиновидной частью k воздействует на рычаг 20, который, поворачиваясь вокруг оси 21, перемещает подвижный пуансон 4 для предварительной гибки по направляющей 5, сжимая пружины 23. При перемещении полуматриц 11 и 12 предварительной и окончательной гибки вниз происходит отгибка частей f и п заготовки пуансоном 31 для окончательной гибки (фиг.1). Ползушка 12 при этом перемещается по наклонной планке 18, обеспечивая получение угла загибки а (фиг.4). При движении верхней плиты 1 штампа вверх подвижный пуансон 4 для предварительной
гибки возвращается пружинами 27 в исходное положение и сбрасывает готовую деталь 30 (фиг.4) на нижнюю плиту 2. Таким образом, за ход верхней плиты 1 обеспечивается изготовление детали 30 сложной конфигурации и автоматический сьем ее.
Предлагаемая конструкция штампа последовательного действия по сравнению с прототипом имеет расширенные технологические возможности за счет обеспечения изготовления изделий с подогнутыми внутрь концами и отогнутыми на угол, больший 90°, стороной и автоматического удале- ния готовой детали при возврате
подвижной матрицы в исходное положение. Формула изобретения
1.Штамп последовательного действия для изготовления деталей с отверстиями и
отогнутыми концами из ленты, содержащий последовательно закрепленные на верхней плите пуансоны для предварительного деформирования и отрезки заготовок, полуматрицы предварительной и окончательной
гибки, установленные перпендикулярно направлению подачи, установленную на нижней плите матрицу для предварительного деформирования и отрезки и пуансоны для предварительной и окончательной гибки с рабочими торцами, размещенными в одной плоскости, а также закрепленный на верхней плите прижим, отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения получения изделий с подогнутыми внутрь концами и с отогнутой на угол, больший 90°, стороной, он снабжен механизмом возвратно-поступательного перемещения пуансона для предварительной гибки вдоль оси
пуансонов, а одна из полуматриц для окончательной гибки выполнена в виде подпружиненной ползушки с клиновым приводом, установленной в оппозитной к верхнему ножу полуматрице для предварительной гибки
вдоль направления подачи.
2.Штамп по п.1,отличающийся тем, что механизм возвратно-поступательного перемещения пуансона для предварительной гибки выполнен в виде клиновых
поверхностей, выполненных на несущей ползушке полуматрице и на подвижном пуансоне, закрепленного на нижней плите на вертикальной оси одноплечего рычага, установленного с возможностью взаимодействия боковой поверхностью с клиновой поверхностью полуматрицы, а концом - с клиновыми поверхностями подвижного пуансона, а также стойки с пружинами, взаимодействующими с подвижным пуансоном.
Фиг,1

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| Штамп для изготовления деталей типа скобы | 1981 |
|
SU1076168A1 |
| Штамп для гибки | 1978 |
|
SU764787A1 |
| Гибочный штамп | 1985 |
|
SU1260065A1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| Штамп последовательного действия | 1986 |
|
SU1382544A1 |
| Последовательный штамп для изготовления лепестков контактов электрических разъемов | 1988 |
|
SU1595611A1 |
| Комбинированный штамп последовательного действия для изготовления деталей типа втулок,преимущественно полых тонкостенных заклепок | 1985 |
|
SU1301525A1 |
| Штамп для гибки | 1988 |
|
SU1523223A1 |
| Штамп последовательного действия для изготовления деталей типа скоб | 1983 |
|
SU1143494A1 |

Использование: изобретение относится к обработке материалов давлением, в частности к конструкциям штампового инструмента для изготовления деталей с отогнутыми концами и отверстиями из ленты. Сущность изобретения: штамп содержит нижнюю и верхнюю плиты, последовательно закрепленные на верхней плите пуансоны для предварительного деформирования и отрезки заготовок, полуматрицы предварительной и окончательной гибки, установленные перпендикулярно направлению подачи, установленную на нижней плите матрицу для предварительного деформирования и отрезки, и пуансоны для предварительной и окончательной гибки с рабочими торцами, размещенными в одной плоскости. Штамп снабжен механизмом возвратно-поступательного перемещения пуансона для предварительной гибки вдоль оси пуансонов, а одна из полуматриц для окончательной гибки выполнена в виде подпружиненной ползушки с клиновым приводом, установленной в оппозитной к верхнему ножу полуматрице для предварительной гибки вдоль направления подачи. Подвижный пуансон предварительной гибки обеспечивает гибку поверхностей детали сложной конфигурации за один ход верхней плиты штампа, а выполнение полуматрицы для окончательной гибки в виде ползушки - гибку детали с наклонными стенками, что расширяет технологические возможности штампа. 1 з.п. ф-лы, 7 ил.
4
А-А
В
6-6
/
фие.7
| Типовые конструкции штампов холодной листовой штамповки, РТМ 2301.001-63, ч.II, М.:НИИАвтопром 1964, с.256-257. |
