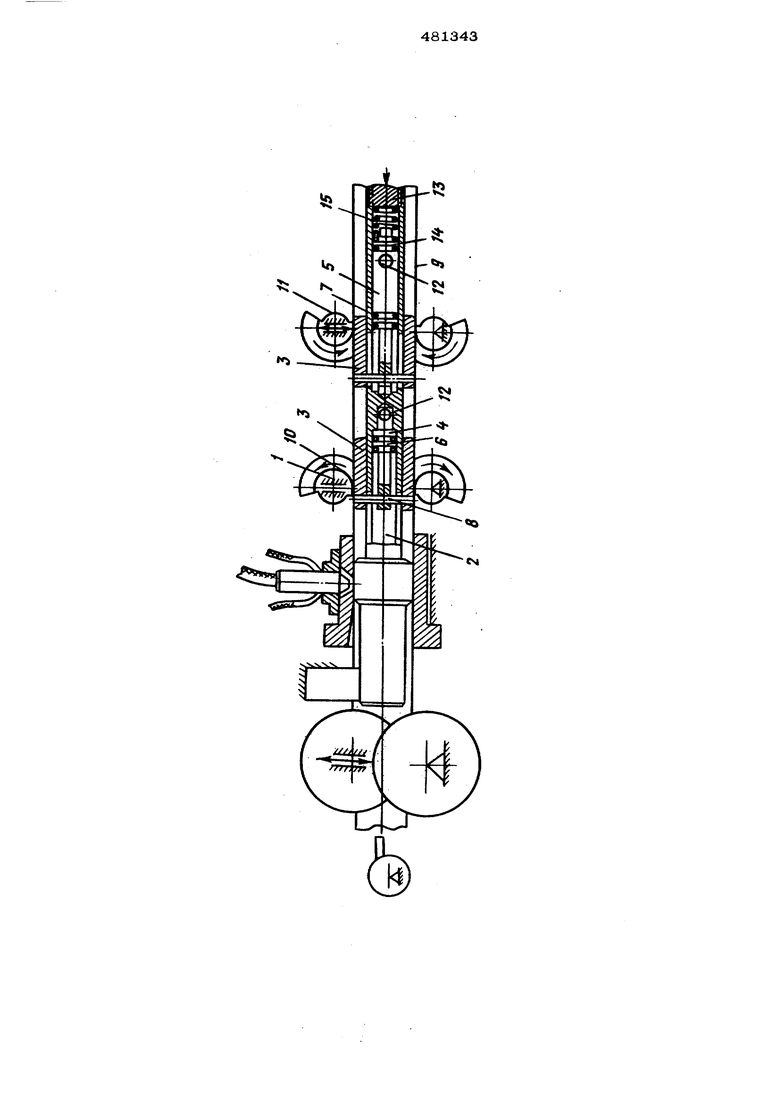
Прокатная клеть работает следующим ; образом. После выхода трубы 9 из форму-i юще-сварочного стана любой конструкции труба поступает в прокатную клеть, Тде путем прокатки ее валками на втулке осуществляется калибровка. Прокатная клеть одновременно с калибровкой может осущ&ствлять подачу трубы в процессе ее изготовления. Приводные наружные валки вращаются с линейной скоростью, равной скорости сварки трубы. Наружные приводные валки своими рабочими участками прокатьшают стенку трубы, прижимая ее к внутренней втулке, скользящей по штанге вместе с тру- бой, подающейся по ходу прокатки до тех пор, пока не кончится рабочий участок. При этом поршень 6, соединенный со втулкой 3 также движется по ходу трубы и вытесняет жидкость из цилиндра 4 через каналы 12 в цилиндр 11. Гидрожидкость давит на поршень 7 и отводит его и втулку в исходное положение в период холостого хода. Затем первая пара переходит в режим холостого хода, а вторая в рабочий Режим и гидрожидкость перегоняются .обратно из цилиндра 5 в цилиндр 4, и цикл повторяется. В момент смены циклов валки первой и второй пар работают одновременно, т. е. с помощ перекрытием, что осуществляется с подпружиненного поршня 14 и винта 13, позволяющих изменять объем цилиндра 5 и {компенсировать случайные утечки гидро- , жидкости из системы, , так обеспечивается непрерывность процесса. Предмет изобретения 1. Прокатная клеть стана для изготовления осюбо тонкостенных сварных труб, содержащая наружные приводные валки, размещенную между ними штангу с деформирующим инструментом, выполненным в виде втулок и устройство возврата деформирующего инструмента в исходное положение, i отличающаяся тем, что, с целью повышения надежности работы, устройство возврата деформирующего инструмента в исходное положение выполнено в виде установленных в цилиндрических ра- сточках, образованных в штанге гидравлических цилиндров, штоки поршней которых жестко связаны с деформирук щим интрументом, а гидравлическиёцйлиндры оединены между собой посредством канаов, выполненных в их поршневых полостях. 2, Клеть по п. 1, о т л и ч а ю щ ас я тем, что один из гидравлических илиндров снабжен установленным в его оршневой полости дополнительным поршем, а дно гидроцилиндра вьшолнено в вие винта, связанного с дополнительным , оршнем через упругий элемент.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1977 |
|
SU659223A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1972 |
|
SU338281A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ РАССТОЯНИЯ МЕЖДУ ВАЛКАМИ ПРОКАТНОГО СТАНА | 2007 |
|
RU2359766C2 |
| КЛЕТЬ ПРОКАТНОГО СТАНА И СООТВЕТСТВУЮЩИЙ ПРОКАТНЫЙ СТАН ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ МАТЕРИАЛОВ СТЕРЖНЕВОЙ ФОРМЫ | 2009 |
|
RU2516112C2 |
| УСТАНОВОЧНЫЙ ЦИЛИНДР ДЛЯ УСТАНОВКИ ПРОКАТНЫХ ВАЛКОВ В ПРОКАТНЫХ КЛЕТЯХ, В ЧАСТНОСТИ В ВЕРТИКАЛЬНЫХ ОБЖИМНЫХ КЛЕТЯХ | 2004 |
|
RU2355491C2 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ПРОКАТНОГО ВАЛКА ПРИ ГОРЯЧЕЙ ПРОКАТКЕ АЛЮМИНИЯ | 1993 |
|
RU2091188C1 |
| Устройство для измерения раствора валков пилигримового стана | 1981 |
|
SU1009543A1 |
| Устройство для стабилизации раствораВАлКОВ пРОКАТНОй КлЕТи | 1979 |
|
SU804030A1 |
| Прокатный стан | 1984 |
|
SU1171131A1 |
| КЛЕТЬ ПРОКАТНОГО СТАНА С ТРЕМЯ ВАЛКАМИ | 2014 |
|
RU2631223C2 |