Изобретение относится к установочным цилиндрам для прокатных валков, обеспечивающим их ускоренное и значительное по величине перемещение в прокатных клетях, в частности в вертикальных обжимных клетях, причем каждый цилиндр включает в себя, по меньшей мере, один поршень, который через опорные подушки, по меньшей мере, одного рабочего валка или одного промежуточного валка с каждой стороны воздействует на рабочий валок для его установки.
Устройства для установки прокатных валков в вертикальных обжимных клетях, как и в горизонтальных клетях служат для установки, регулировки и поддержания требуемого межвалкового зазора.
В вертикальных обжимных клетях известны устройства для установки прокатных валков в виде чисто механических, чисто гидравлических или в виде комбинации из механических и гидравлических установочных устройств. Технически возможным и целесообразным является расположение одного или двух установочных устройств с каждой стороны.
Известно, например, чисто гидравлическое устройство для установки прокатных валков в вертикальных обжимных клетях при черновом обжатии полосы на стане горячей прокатки. Устройство выполнено в виде классического дифференциального цилиндра, состоящего из поршня, крышки цилиндра и днища цилиндра.
Этот вариант выполнения имеет, однако, ограничения, определяемые требуемой подачей масла и тем самым скоростью передвижения, а также чувствительностью к поперечным силам при полностью выдвинутом штоке поршня.
Известная проблема до настоящего времени в вертикальных обжимных клетях толстолистовых прокатных станов могла быть решена лишь с трудом с помощью чисто гидравлического устройства для установки валков. Поскольку является важным, чтобы с очень большой скоростью осуществлялся очень длинный ход, так как после поворота листа в течение короткого времени нужно переходить от минимального межвалкового зазора к максимальному межвалковому зазору.
В документе US 3624958 описывается устройство управления позиционированием для вертикальных обжимных клетей для регулирования по ширине прокатываемого материала с помощью электрического устройства перемещения с помощью ходового винта, скомбинированного с гидравлическими, регулируемыми сервоклапаном цилиндровыми устройствами для настройки нагрузки на валки. Цилиндры расположены по бокам на поперечинах станин вертикальных клетей и с помощью соединительной пластины связаны с передвижными гайками устройства перемещения с помощью ходового винта.
Документ DE-OS 3212525 А1 описывает электрогидравлическое устройство установки и регулирования межвалкового зазора, в частности, для валков вертикальной клети, состоящее из установочного цилиндра, перемещаемый поршень которого может перемещаться в рабочей жидкости во внутреннем пространстве цилиндра под воздействием изменений давления, и из плунжера, который погружается в рабочую жидкость и движения которого, управляемые гидравлическим установочным устройством, вызывают перемещения перемещаемого поршня, причем гидравлическое установочное устройство управляется сервоклапаном, а также с контактным устройством для регистрации сил при прокатке путем измерения давления, измерительным устройством для определения фактического положения плунжера и компаратором, обрабатывающим заданное и фактическое положение плунжера в целях получения сигнала изменения. Установочный шпиндель образован в виде полого корпуса с осевым сквозным отверстием с участками различного диаметра, причем сквозное отверстие установочного шпинделя включает в себя гидравлические системы поршень-цилиндр для регулирования ширины и/или толщины.
Документ US-PS 4658622 А описывает прокатный стан для обжатия боковых кромок с парой расположенных в противоположном направлении вертикальных валков. Каждый валок снабжен приводом, который включает в себя две секции привода, направленных, в общем, параллельно. Первая секция привода с помощью мелкошлицевого профиля связана с приводным колесом, в частности, для установки относительно большего межвалкового зазора, когда клеть не находится под нагрузкой. Вторая секция привода связана с первой секцией привода, также с помощью мелкошлицевого профиля, который позволяет устанавливать меньший межвалковый зазор, когда прокатная клеть работает под нагрузкой.
В документе EP 0493430 B1 описывается прокатный стан для обжатия кромок с расположенной по вертикали подвижной парой корпусов, а также со средствами для перемещения каждого подвижного корпуса в горизонтальном направлении к другому корпусу и от него, и с парой валков, продольные оси которых расположены по вертикали. Валки установлены с возможностью вращения в соответствующих кассетах. Кассеты закреплены соответственно в подвижных корпусах таким образом, что они движутся вместе с ними и находятся внутри корпуса. Далее, предусмотрены средства для перемещения каждой кассеты в вертикальном направлении относительно относящегося к ней подвижного корпуса.
В документе EP 0491785 В1 описывается вертикальный прокатный стан с двумя перемещаемыми по вертикали подвижными корпусами, двумя расположенными своими продольными осями по вертикали и закрепленными с возможностью вращения в соответствующих кассетах валками, причем кассеты поддерживаются в подвижных корпусах и расположены внутри корпусов. Предусмотрено устройство для перемещения каждого подвижного корпуса и приданной ему кассеты в горизонтальном направлении к другому корпусу или от него и устройство для перемещения каждой кассеты относительно ее корпуса в горизонтальном направлении к другой кассете и от нее. Каждый корпус имеет приводной механизм, выходная сторона которого находится в приводных связях с нижним концом валка в соответствующей кассете и входная сторона которого находится в приводной связи с горизонтальным приводным валом. Каждый приводной механизм имеет универсальный шарнир, который делает возможным привод, передающий движение с вала на валок, даже если кассета смещена по горизонтали относительно своего корпуса на определенную величину.
В документе DE-OS 2047240 раскрыт способ прокатки в вертикальной клети, причем межвалковый зазор автоматически регулируется во время прокатки. Сначала профиль с плоскими кромками по своим боковым краям обжимается в вертикальной клети, а затем прокатывается в ширину в горизонтальной клети. Межвалковый зазор вертикальной клети при прокатке концевых элементов профиля с плоскими кромками автоматически изменяется таким образом, что его размеры незначительно отклоняются от размеров остального профиля с плоскими кромками.
В документе EP 0868946 A2 раскрыта обжимная клеть, установленная после установки непрерывного литья и перед линией чистовой обработки. Она должна настраиваться таким образом, чтобы черновая полоса могла надежно входить в первую клеть, причем во избежание трещин в области кромок полосы следует обеспечить структурное превращение в области кромок полосы. Для этого предлагают, чтобы на контур регулирования положения для обжимной клети накладывались контуры регулирования давления для контроля степени обжатия, а также ограничение от перегрузок и контроль дифференциальных нагрузок.
Документ EP 0450294 В1 раскрывает устройство установки для прокатных валков, обеспечивающее настройку зазора в прокатных клетях, в частности в клетях для холодной или горячей прокатки полосы, с, по меньшей мере, двумя гидравлическими установочными цилиндрами, которые с помощью вмонтированных элементов и в конкретном случае установленного промежуточного опорного валка воздействуют с двух сторон на соответственно устанавливаемый рабочий валок. Каждый установочный цилиндр имеет соответственно направляемый в корпусе цилиндра на цапфе цилиндра и в концевом выступе цилиндра стаканообразный поршень, при этом образованная внутренним днищем стакана центральная поверхность поршня и образованная краем стакана кольцевая поверхность поршня могут нагружаться средой давления независимо друг от друга или по отдельности или совместно.
Исходя из названного выше уровня техники изобретение ставит задачу усовершенствования известных чисто гидравлических устройств для установки прокатных валков, причем число установочных цилиндров не должно быть регламентировано, так чтобы технически возможным оставалось бы также расположение лишь одного цилиндра на сторону.
Решение поставленной задачи обеспечивается согласно изобретению посредством установочных цилиндров, с признаками ограничительной части п.1 формулы изобретения, посредством того что установочный цилиндр оснащается вторым штоком поршня таким образом, что каждый установочный цилиндр имеет поршень, который оснащен двумя штоками поршня, обращенными в противоположные стороны, и поршень вставлен в соответственно одно отверстие в днище цилиндра или крышке цилиндра, причем они имеют расположенные соосно отверстия для направления штоков поршня.
Выполнение установочного цилиндра согласно изобретению предусматривает одинаковую по всему ходу цилиндра длину опоры, причем поверхность поперечного сечения второго штока поршня значительно снижает требуемую маслоемкость, и таким образом реализуется более высокая скорость перемещения при одинаковой производительности насоса. Тем самым применение изобретения также не ограничивается вертикальной обжимной клетью в толстолистовых прокатных станах, а может использоваться с преимуществом также в других клетях на других установках. Дальнейшие преимущества этого изобретения позволяют оптимизировать маслоемкость и скорость перемещения.
Преимущественные примеры реализации изобретения приведены в зависимых пунктах формулы изобретения.
Предложенное капсюлирование второго штока поршня реализуется в виде дополнительной масляной камеры цилиндра. С помощью соответствующего управления во время движения перемещения в направлении прокатываемого материала и в отсутствие усилий прокатки может возникать соединение между опустошающейся и дополнительной заполняющейся масляной камерой цилиндра. Вследствие этого снижается требуемая производительность насоса. Во время прокатки может возникнуть соединение между обеими масляными камерами на дополнительной стороне штока. Благодаря этому можно создавать требуемое усилие прокатки всей поверхностью поршня.
Изобретение описывается на основе чертежей, которые показывают:
фигура 1 в схематическом изображении установочный цилиндр с поршнем, штоком поршня, уплотнениями и тому подобным,
фигура 2 в схематическом изображении управляющее устройство для установочного цилиндра для ускоренного движения подачи, обжатия и ускоренного движения в обратном направлении,
фигура 3 установочный цилиндр в смонтированном положении, например в обжимной прокатной клети,
фигура 4 - установочный цилиндр с двумя камерами давления,
фигура 5 - установочный цилиндр с тремя камерами давления,
фигура 6 - плунжерный цилиндр с одной камерой давления,
фигура 7 - плунжерный цилиндр с двумя камерами давления.
На фигуре 1 показан установочный цилиндр состоящий из поршня (1) со штоком (2) и вторым штоком (3). Поршень вставлен в крышку (4) цилиндра и днище (5) цилиндра, которые снабжены соосно расположенными отверстиями для проведения штоков поршня. В обоих названных отверстиях находятся гнезда для направляющих элементов для поршня, которые здесь выполнены в виде металлических втулок (6) и (7). Обе металлические втулки (6), (7) поддерживаются в соответствующих крышках (8), (9). Относящиеся к цилиндру уплотнения (10-12) находятся в крышке (8), в поршне (1) и в днище (5) цилиндра. Днище (5) цилиндра и крышка (4) цилиндра соединены между собой с помощью винтов (13). Полностью укомплектованный установочный цилиндр винтами (14) привинчен к станине прокатной клети. В надставке штока (2) находится нажимной элемент (15). Шток (2) защищен гофрированным кожухом (16). Гофрированный кожух (16) либо опирается на шток (2) с помощью скользящих шайб, либо поддерживается с помощью петель на не показанных направляющих штангах.
Поршень цилиндра имеет устройство блокировки против проворачивания, которое выполнено в виде не представленного здесь рамного соединения между нажимными элементами (15) двух расположенных друг над другом установочных цилиндров или состоит из выступов нажимного элемента (15), которые проведены в уже упомянутых направляющих штангах. В продолжение днища (5) цилиндра находится капсула (17), которая, с одной стороны, защищает шток (3), а с другой стороны, обладает возможностью использоваться в качестве дополнительной масляной камеры (18). В надставке капсулы (17) находится устройство измерения пути, здесь выполненное в виде датчика (19) положения, который регистрирует положение поршня цилиндра.
Целесообразным является выполнение установочного цилиндра согласно фигуре 4 и фигуре 5. В варианте выполнения в качестве плунжерного цилиндра (фигуре 6 и 7) крышка цилиндра и днище цилиндра являются одной деталью (20) и поршень (1) состоит только лишь из штоков (21, 22) установочного цилиндра.
Показанные на фигуре 5 масляные камеры (18', 18”, 18) образуют в зависимости от варианта выполнения важные в отношении восприятия усилий кольцевые поверхности 31 и 32 или имеющую форму круга поверхность 33.
На фигуре 2 с помощью схематического изображения пояснено управляющее устройство для ускоренной подачи и ускоренного обратного хода установочного цилиндра с небольшим объемным расходом или обжатием прокатываемого материала с применением большого усилия. Отдельные рабочие этапы 1-3, то есть ускоренное движение подачи, обжатие с применением большого усилия и ускоренное движение в обратном направлении хорошо видны из фигуры 2.
Этап 1: ускоренное движение подачи с применением пониженного усилия:
давление на поверхность 32; поверхности 31 и 33, по возможности, не подвержены давлению (р2»0; р1≈0);
оптимально: 31≈33; трубопроводы 34 и 36 могут быть соединены, масло перетекает тогда от трубопровода 34 в трубопровод 36
или целесообразная смена поверхностей 32 и 33.
Этап 2: обжатия с применением большого усилия
давление на поверхность 32 и поверхность 33; поверхность 31 при этом меньше суммы поверхностей 32 и 33.
Этап 3: ускоренное движение в обратном направлении
давление на поверхность 31; поверхности 32 и 33 не подвержены воздействию давления или нагружены небольшим давлением.
На фигуре 3 показано размещение четырех различных конструктивных форм установочных цилиндров в обжимной клети. Общим для всех конструктивных форм является выполнение поршня с двумя штоками. При применении установочного цилиндра в обжимной клети он в соответствии с фигурой 3 установлен четыре раза; с каждой стороны расположено по два установочных цилиндра, которые установлены над и под центральной плоскостью (23) станины. Технически возможным является, однако, также расположение только одного установочного цилиндра на сторону. Цилиндры вставлены в соответствующие отверстия в станинах (24) обжимной клети и воздействуют на обжимные валки (25). В сочетании с балансировочной траверсой (26) с помощью балансировочного цилиндра (27) ликвидируется свободный ход во всей системе. Балансировочный цилиндр (27) может также принять на себя функцию цилиндра отвода.
На фигурах 4-7 показаны следующие формы выполнения цилиндра:
фигура 4 показывает установочный цилиндр с двумя камерами давления и эффективными поверхностями 31 и 32,
фигура 5 показывает установочный цилиндр с тремя камерами давления и эффективными поверхностями 31, 32 и 33,
фигура 6 показывает плунжерный цилиндр с одной камерой давления и эффективной поверхностью 32,
фигура 7 показывает плунжерный цилиндр с двумя камерами давления и эффективными поверхностями 32 и 33.
Способ работы отдельных конструкций можно выбрать в соответствии с необходимыми предписанными величинами, например согласно
фигуре 4: цилиндр двойного действия с нагружением давлением кольцевой поверхности 32 для ускоренного движения подачи и для создания усилия прокатки, кольцевая поверхность 31 нагружена давлением для обратного хода цилиндра,
фигуре 5: цилиндр двойного действия с нагружением давлением кольцевой поверхности 32 и/или круговой поверхности 33 для ускоренного движения подачи и применение кольцевой поверхности 32 и/или круговой поверхности 33 для создания усилия прокатки, кольцевая поверхность 31 нагружена давлением для обратного хода цилиндра,
фигуре 6: плунжерный цилиндр с нагружением давлением кольцевой поверхности 32 для ускоренного движения подачи и для создания усилия прокатки, дополнительный балансировочный цилиндр функционирует в качестве цилиндра обратного хода,
фигуре 7: плунжерный цилиндр для нагружения давлением кольцевой поверхности 32 и/или круговой поверхности 33 для ускоренного движения подачи и применение кольцевой поверхности 32 и/или круговой поверхности 33 для создания усилия прокатки, дополнительный балансировочный цилиндр функционирует в качестве цилиндра обратного хода,
или
фигуре 5: цилиндр простого действия с нагружением давлением кольцевой поверхности 32 и/или круговой поверхности 33 для ускоренного движения подачи и применение кольцевой поверхности 32 и/или круговой поверхности 33 для создания усилия прокатки, кольцевая поверхность 31 не нагружена давлением, дополнительный балансировочный цилиндр функционирует в качестве цилиндра обратного хода,
или
фигуре 4: цилиндр простого действия с нагружением давлением кольцевой поверхности 32 для ускоренного движения подачи и для создания усилия прокатки, кольцевая поверхность 31 не нагружена давлением, дополнительный балансировочный цилиндр функционирует в качестве цилиндра обратного хода.
Дифференциальные подключения камер 31 и/или 32 и/или 33 давления, например для введения требуемых количеств масла, также возможны. Создание давления в отдельных камерах давления осуществляется с помощью магнитных клапанов, сервоклапанов, обратных клапанов, насосов, резервуаров, баллонов высокого давления, коллекторов и т.д. соответственно уровню техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНОЕ УСТРОЙСТВО | 2004 |
|
RU2346768C2 |
| Гидравлическое установочное устройство валков прокатного стана | 1986 |
|
SU1315056A1 |
| Прокатная клеть | 1987 |
|
SU1463363A1 |
| ПРОКАТНАЯ КЛЕТЬ, ПРОКАТНАЯ УСТАНОВКА И СПОСОБ АКТИВНОГО ГАШЕНИЯ КОЛЕБАНИЙ В ПРОКАТНОЙ КЛЕТИ | 2016 |
|
RU2697116C1 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ГОРЯЧЕЙ ИЛИ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОГО ПОЛОСОВОГО МАТЕРИАЛА | 2001 |
|
RU2283196C2 |
| Гидромеханическое нажимное устройство прокатной клети | 1983 |
|
SU1122386A1 |
| КЛЕТЬ ПРОКАТНОГО СТАНА С ТРЕМЯ ВАЛКАМИ | 2014 |
|
RU2631223C2 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ РАЗЛИЧНЫХ ЗАГОТОВОК, ТРЕБУЮЩИХ РАЗЛИЧНЫХ УСИЛИЙ ПРОКАТКИ | 2002 |
|
RU2294253C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УСИЛИЯ ПРОКАТКИ В ПРОКАТНОЙ КЛЕТИ И ПРОКАТНАЯ КЛЕТЬ | 2007 |
|
RU2436639C2 |
| Многовалковая клеть прокатного стана | 1990 |
|
SU1809788A3 |
Изобретение относится к нажимному гидравлическому устройству прокатной клети, в частности к установочному цилиндру для ускоренной установки прокатных валков в прокатных клетях, среди прочего в вертикальных обжимных прокатных клетях. Установочный цилиндр содержит, по меньшей мере, один поршень для воздействия со стороны через опорные подушки, по меньшей мере, одного рабочего валка или одного промежуточного валка на рабочий валок, причем поршень оснащен двумя обращенными в противоположные стороны штоками и проходит соответственно через днище цилиндра и крышку цилиндра, в которых выполнены соосно расположенные отверстия для прохода штоков поршня, при этом образованная поршнем и первым штоком поверхность имеет меньший размер, чем поверхность, образованная поршнем и вторым штоком поршня. Обеспечивается более высокая скорость перемещения при одинаковой производительности насоса. 4 н. и 10 з.п. ф-лы, 7 ил.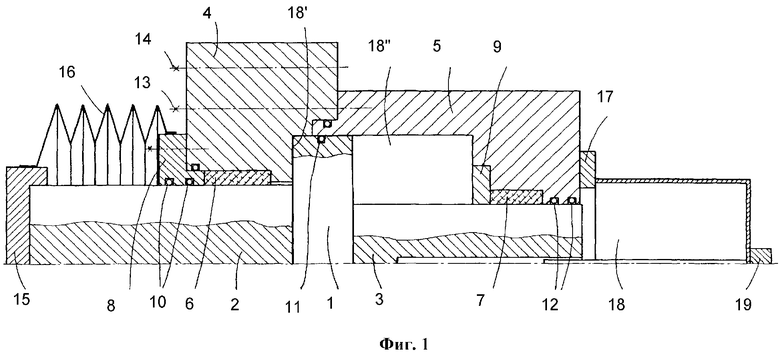
1. Установочный цилиндр для прокатных валков, обеспечивающий их ускоренное и значительное по величине перемещение в прокатных клетях, в частности в вертикальных обжимных прокатных клетях, содержащий, по меньшей мере, один рабочий поршень (1) для воздействия со стороны через опорные подушки, по меньшей мере, одного рабочего валка или одного промежуточного валка на рабочий валок, причем рабочий поршень (1) оснащен двумя обращенными в противоположные стороны штоками (2, 3) поршня, при этом поршень (1) проходит соответственно через днище (5) цилиндра и крышку (4) цилиндра, которые соответственно имеют соосно расположенные отверстия для прохода штоков (2, 3) поршня, отличающийся тем, что образованная поршнем (1) и штоком (2) поверхность (31) имеет меньший размер, чем поверхность (32), образованная поршнем (1) и штоком (3) поршня.
2. Установочный цилиндр по п.1, отличающийся тем, что в указанных выше отверстиях предусмотрены гнезда для направляющих элементов для штоков поршня, выполненных предпочтительно в виде металлических втулок (6, 7) или в виде направляющих и закрепленных предпочтительно в крышках (8, 9).
3. Установочный цилиндр по одному из пп.1 и 2, отличающийся тем, что в крышке (8) и (9) и в поршне (1) предусмотрены уплотнения (10, 11, 12), при этом направляющие с уплотнениями предпочтительно заключены в крышках (8) и (9).
4. Установочный цилиндр по п.1, отличающийся тем, что днище (5) цилиндра соединено с крышкой (4) цилиндра винтами (13).
5. Установочный цилиндр по п.1, отличающийся тем, что укомплектованный цилиндр соединен со станиной клети винтами (14).
6. Установочный цилиндр по п.1, отличающийся тем, что в продолжении днища (5) цилиндра находится капсула (17), которая защищает шток (3) поршня и при необходимости выполняет функцию дополнительной масляной камеры (18).
7. Установочный цилиндр по п.1, отличающийся тем, что в надставке капсулы (17) находится выполненное в виде датчика (19) положения устройство для измерения пути или регистрации положения поршня (1).
8. Установочный цилиндр по п.1, отличающийся тем, что в надставке штока (2) поршня установлен нажимной элемент (15) для оказания воздействия на подушки валков.
9. Установочный цилиндр по п.1, отличающийся тем, что поршень (1) имеет устройство блокировки от проворачивания.
10. Установочный цилиндр по п.1, отличающийся тем, что связанный с нажимным элементом (15) шток (2) поршня окружен гофрированным кожухом.
11. Способ эксплуатации установочного цилиндра для прокатных валков, содержащего рабочий поршень (1), установленный в состоящем, по меньшей мере, из двух частей корпусе (29, 30) с возможностью перемещения при приложении усилия к поверхностям (31, 32, 33) давления и оказывающий действие на подушку (28) прокатной клети, отличающийся тем, что для ускоренной подачи поршня (1) при пониженном усилии обжатия оказывают давление на поверхность (32) без оказания воздействии давления на поверхности (31) и (33).
12. Способ эксплуатации установочного цилиндра для прокатных валков, содержащего рабочий поршень (1), установленный в состоящем, по меньшей мере, из двух частей корпусе (29, 30) с возможностью перемещения при приложении усилия к поверхностям (31, 32, 33) давления и оказывающий действие на подушку (28) прокатной клети, отличающийся тем, что для обжатия с применением большого усилия давление оказывают на поверхности (32) и/или (33).
13. Способ эксплуатации установочного цилиндра для прокатных валков, содержащего рабочий поршень (1), установленный в состоящем, по меньшей мере, из двух частей корпусе (29, 30) с возможностью перемещения при приложении усилия к поверхностям (31, 32, 33) давления и оказывающий действие на подушку (28) прокатной клети, отличающийся тем, что для ускоренного движения поршня (1) в обратном направлении давление оказывают на поверхность (31) без оказания воздействии давления на поверхности (32) или (33) и (33) или (32).
14. Способ по п.13, отличающийся тем, что для ускоренного обратного хода поршня применяют отдельный цилиндр обратного хода, по возможности не подвергая давлению поверхности (32) и (33), причем величина поверхности (31) в плунжерном цилиндре снижена до нуля.
| US 5142892 A, 01.09.1992 | |||
| СПОСОБ ПОЛУЧЕНИЯ α-ОЛЕФИНОВЫХ ВЫСОКОМОЛЕКУЛЯРНЫХ ПОЛИМЕРОВ В РАСТВОРЕ | 1992 |
|
RU2118331C1 |
| JP 62130705 A, 13.06.1987 | |||
| JP 60162513 A, 24.08.1985 | |||
| JP 11319921 A, 07.06.1999 | |||
| ГИДРОМЕХАНИЧЕСКОЕ НАЖИМНОЕ УСТРОЙСТВО | 1997 |
|
RU2125917C1 |
| ПРОКАТНАЯ КЛЕТЬ КВАРТО | 1998 |
|
RU2160644C2 |
| Гидравлическое нажимное устройство прокатного стана | 1981 |
|
SU997873A2 |

