Р1звестна прокатная клеть стана для изготовления особо тонкостенных сварных труб, включающая наружные приводные валки и -размещенную 1межиу иими штангу с деформирующим инструментом. Однако эта прокатная клеть обеспечивает раскатку только сварного щва; для нее характерно образование местной вытяжки и волнистости стенки трубы.
Цель изобретения - новышение качества сварных труб путем калибровки периметра трубы.
В предлагаемой прокатной клети в отличие от Известной наружные валки выполнены секторными с рабочими и холостыми участками, а де|фО|рмирующий инструмент выполпен в виде подпружиненной втулки, при этом штанга снабжена амортизатором, установленным перед втулкой.
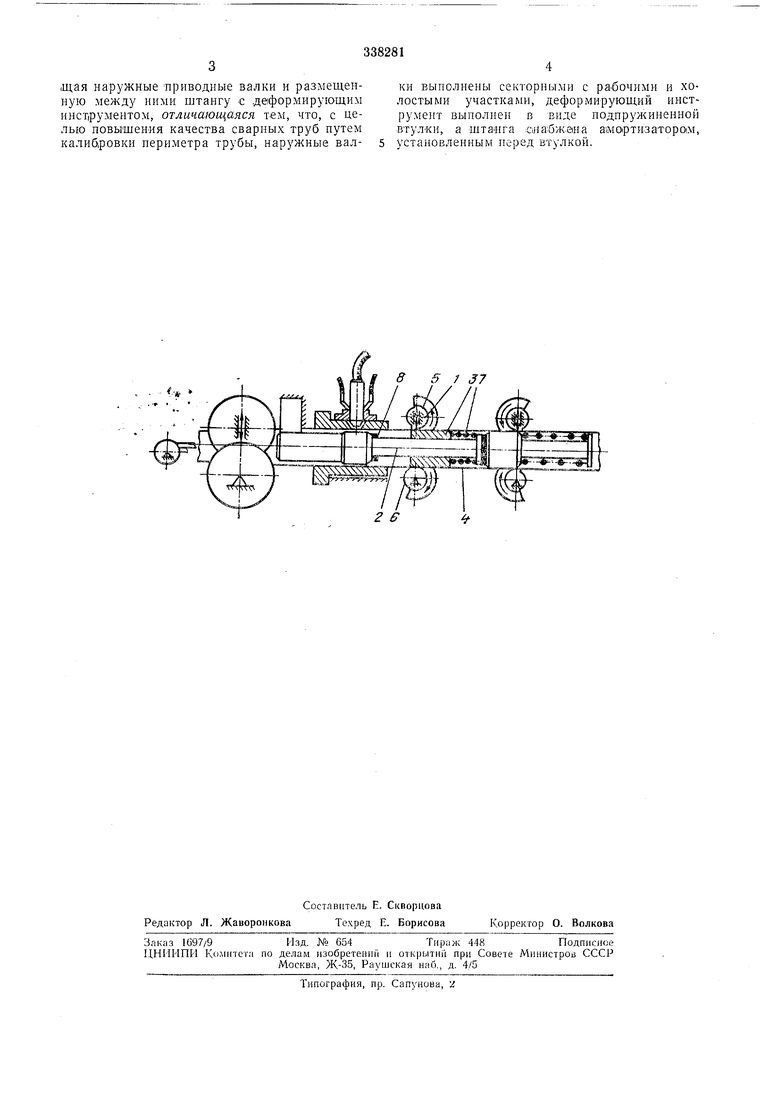
На чертеже схематически изображена списываемая прокатная клеть.
Прокатная клеть включает наружные приводные валки 1 и размещенную между ними штангу 2 с деформирующим инструментом в виде втулки 3.
После выхода трубы 4 из формующе-сварочного стана любой конструкции она подается в прокатную клет11, где осуществляет ся калибровка путем прокаткп ее валками на втулке. Приводные наружные валки вращаются с линейкой скоростью, равной скорости сварки трубы.
Приводные наружные валки выполнены секторными с рабочими 5 и холостыми 6 участками. Длина дуги рабочего участка несколько больше длины дуги холостого.
Втулка поджата пружиной 7, а на иггапге перед ней установлен амортизатор 8.
За трубоформовочным станом могут устанавливаться несколько прокатных клетей предлагаемой конструкции.
Наружные приводные валки своими рабочими участками прокатывают стенку трубы, прижимая ее к внутренней втулке, скользящей по штанге вместе с трубой, подающейся по ходу прокатки до тех пор, пока не кончится рабочий участок, при этом пружина сжимается.
После этого наружные валки нереходят в режим холостого хода, при котором внутренняя втулка возвращается пружиной в исходное иоложение. Амортпзатар служит для смягчения ударов при возврате втулки. При подходе рабочего участка валков цикл повторяется.
Предмет изобретения
|1цая наружные приводные валки и размещенную между ними штангу с деформирующим инст|рументом, отличающаяся тем, что, с целью повышения качества сварных труб путем калибровки периметра трубы, наружные валки выполнены секторными с ра бочими и холостыми участками, деформирующий инструмент выполне в виде подпружиненной втулки, а ;анабже1на а1МортизаторО|М, установленным перед втулкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1977 |
|
SU659223A1 |
| Прокатная клеть | 1973 |
|
SU481343A1 |
| Прокатная клеть | 1983 |
|
SU1094635A2 |
| РЕДУКЦИОННЫЙ ПРОКАТНЫЙ СТАН | 2004 |
|
RU2270067C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ПРОФИЛЯ | 2008 |
|
RU2392073C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ПРОФИЛЯ | 2006 |
|
RU2333052C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| Кромкогибочная клеть трубоформовочного стана | 1980 |
|
SU889183A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2005 |
|
RU2296638C1 |
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2398642C2 |