ремещеиие трубы, так как в это время другая пара деформирующего инструмента будет находится в режиме холостого хода.
Целью изобретения является повышение надежности работы.
Эта цель достигается тем, что в предлагаемой прокатной клети деформирующий инструмент снабжен нрнводом, выполненным в виде взаимосвязанных кулачка, водила, тяги и реверсивного механизма и кинематически связанным с приводом наружных секторных валков, при этом реверсивный механизм выполнен в виде двух зубчатых реек, связанных между собой посредством щестернн, и снабжен энергоноглощающим узлом в виде подпружиненных сухарей, закрепленных на оси шестерни.
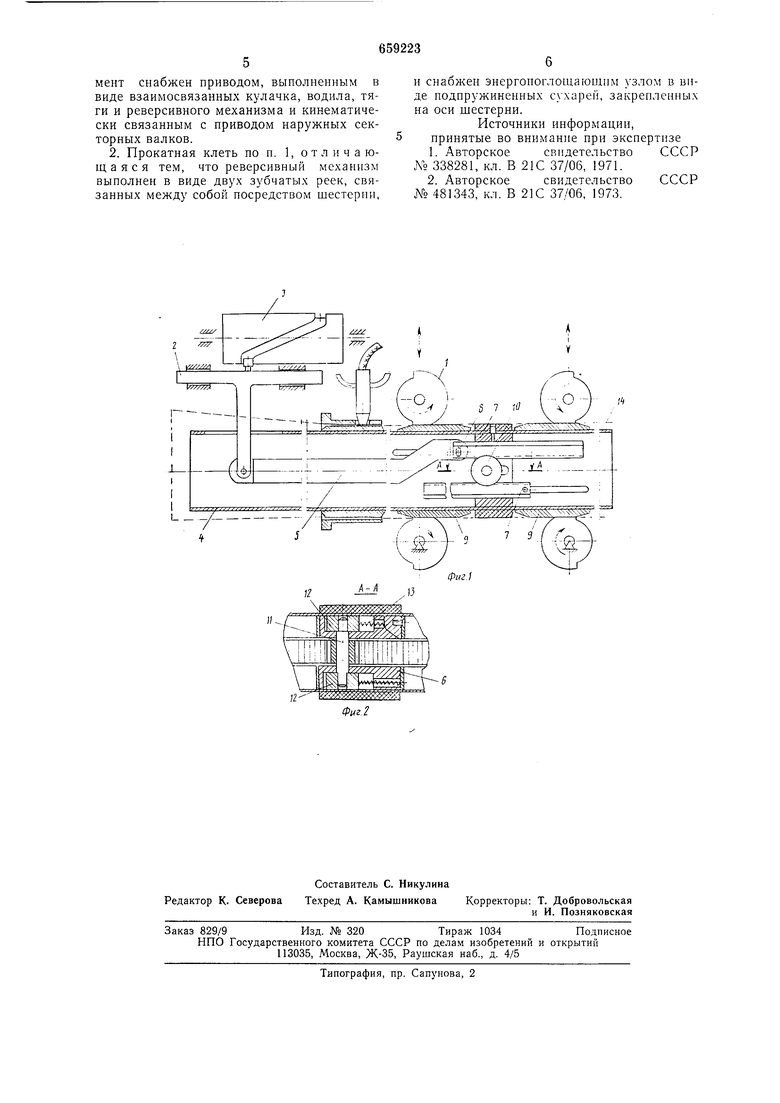
На фиг. 1 изображена предлагаемая прокатная клеть, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Такое конструктивное решение обеспечивает плавную работу прокатной клети без ухудшения качества сварного соединения и одновременно выполняет функцию труботянущего устройства.
Прокатная клеть содержит две пары секторных валков 1 -левую и правую - с рабочими и холостыми участками и синхронизирующее устройство, выполненное в виде водила 2 и кулачка 3, кинематически связанного с приводом секторных валков. Внутри штанги 4 установлен реверсивный механизм, кинематически связанный с водилом посредством тяги 5. Реверсивный механизм выполнен из неподвижно прикрепленного к штанге 4 корпуса 6, в котором размещены две зубчатые рейки 7 - верхняя и нижняя, соединенные с помощью пальцев 8 с деформирующим инструментам, выполненным в виде втулок 9 (левая и правая), свободно размещенных на штанге 4 и связанных между собой шестерней 10, свободно установленной на пальце И. Концы пальца И вставлены в сухари 12, которые с одной стороны поджаты пружиной 13.
Между втулками 9 и секторными валками 1 установлена труба 14.
Прокатная клеть работает следующим образом.
После выхода трубы 14 из формующесварочного стана любой конструкции она подается в прокатную клеть, где путем прокатки ее валками 1 на втулке 9 осуществляется калибровка.
Прокатная клеть одновременно с калибровкой осуществляет подачу трубы 14 в процессе ее изготовления.
Секторные валки 1 вращаются с линейной скоростью, равной скорости сварки трубы 14, и своими рабочими участками прокатывают стену трубы 14, прижимая ее к втулке 9.
В процессе рабочего режима левых секторных валков 1 левая втулка 9 перемещается по штанге 4 по ходу движения сваренной трубы, принудительно, с помощью тяги 5, связанной с кулачком 3 посредством водила 2, до тех пор, пока не кончатся рабочие участки левых раскатных валков 1. В процессе такой работы шестерня 10, вращаясь от верхней зубчатой рейки 7, которая одним концом связана с тягой 5 и левой втулкой 9, посредством пальца 8 приводит в движение (в противоположном направлении) нижнюю зубчатую рейку 7, связанную одним концом с правой втулкой 9, отводя ее в исходное положение в период холостого режима правых секторных валков 1.
Затем левая пара секторных валков переходит в режим холостого хода, а правая - в рабочий режим, и цикл повторяется. В момент смены циклов секторные валки 1, левой и правой пар, работают одновременно, т. е. с перекрытием. Одновременность работы осуществляется за счет наличия энергопоглощающего узла, выполненного из подпружиненных пружиной 13 сухарей 12, в которых установлена шестерня 10.
В конце работы левых секторных валков 1 вступают в работу правые секторные валки 1, которые начинают перемещать за счет силы трения правую втулку 9 по ходу
движения сваренной трубы, приостановив завершение ее возврата в исходное положение.
В это время вращение шестерни 10 от верхней зубчатой рейки 7 прекращается, и
она вместе с нижней зубчатой рейкой 7 начинает перемещаться по ходу движения сваренной трубы до тех пор, пока не завершится работа с перекрытием.
Возврат в исходное положение энергопоглощающего узла и правой втулки 9, движение которой было прервано в начале и в процессе работы с перекрытием, происходит только в момент холостого хода правых секторных валков 1 за счет потенциальной
энергии пружины 13.
Изобретение позволит повысить надежность работы прокатной клети при калибровке труб и одновременно использовать последнюю как труботянущее устройство,
что очень важно при сварке особотонкостенных труб, имеющих малую продольную жесткость, недостаточную для проталкивания через фильерный узел с помощью формующих роликов.
Формула изобретения
1. Прокатная клеть стана для изготовления сварных особотонкостенных труб, содержащая наружные приводные секторные валки и размешенную между последними штангу с деформирующим инструментом, выполненным в виде втулок, отличающаяся тем, что, с целью повышения надежности работы, деформирующий инструмент снабжен приводом, выполненным в виде взаимосвязанных кулачка, водила, тяги и реверсивного механизма и кинематически связанным с приводом наружных секторных валков.
2. Прокатная клеть по п. 1, отличающаяся тем, что реверсивный механизм выполнен в виде двух зубчатых реек, связанных между собой посредством шестерни,
и снабжен энергоноглощаюпдпм узлом в виде подпружиненных сухарей, закрепленных на оси шестерни.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР АО 338281, кл. В 21С 37/06, 1971.
2.Авторское свидетельство СССР jYo 481343, кл. В 21С 37/06, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1983 |
|
SU1094635A2 |
| Прокатная клеть | 1973 |
|
SU481343A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1972 |
|
SU338281A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Клеть роликового стана | 1977 |
|
SU607609A1 |
| СПОСОБ ХОЛОДНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ОСОБОТОНКОСТЕННЫХ ТРУБ | 2013 |
|
RU2551728C2 |
| Прокатно-ковочный стан | 1988 |
|
SU1547891A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
| Прокатный стан | 1988 |
|
SU1519803A1 |
I
