Изобретение откосится к маи1ино-автотракторной промышленности и может быть исиользовано на предприятиях автотракторостроения, а также общего машиЕюстроения.
Известно устройство для компенсации
температурной погрешности при обработке детали .на станке, содержащее установленные на каждой ступени детали блоки контроля температуры детали, последовательно включенные триггеры и реле, KaHajrbi подачи охлаждающей жидкости с распределителями на каждую ступень обработки детали, подключен 1ые к насосу.
Цель изобретения - повысить точность обработки.
Цредлагаемое устройство отличается тем, что в нем установлены усилители по числу ступеней обработки детали, блоки сравнения, поляризованные реле и дополнительных каналов подачи охлаждающей жидкости на ;каждУ о ступень обрабатываемой детали с рагутределителями, управляющие входы которых соединены с выходами реле каждой ступени обработки детали. Входы триггеров соединены через поляризованные реле с выходами блоков сравнения, попарно подключенными через усилители к блокам контроля температуры детали.
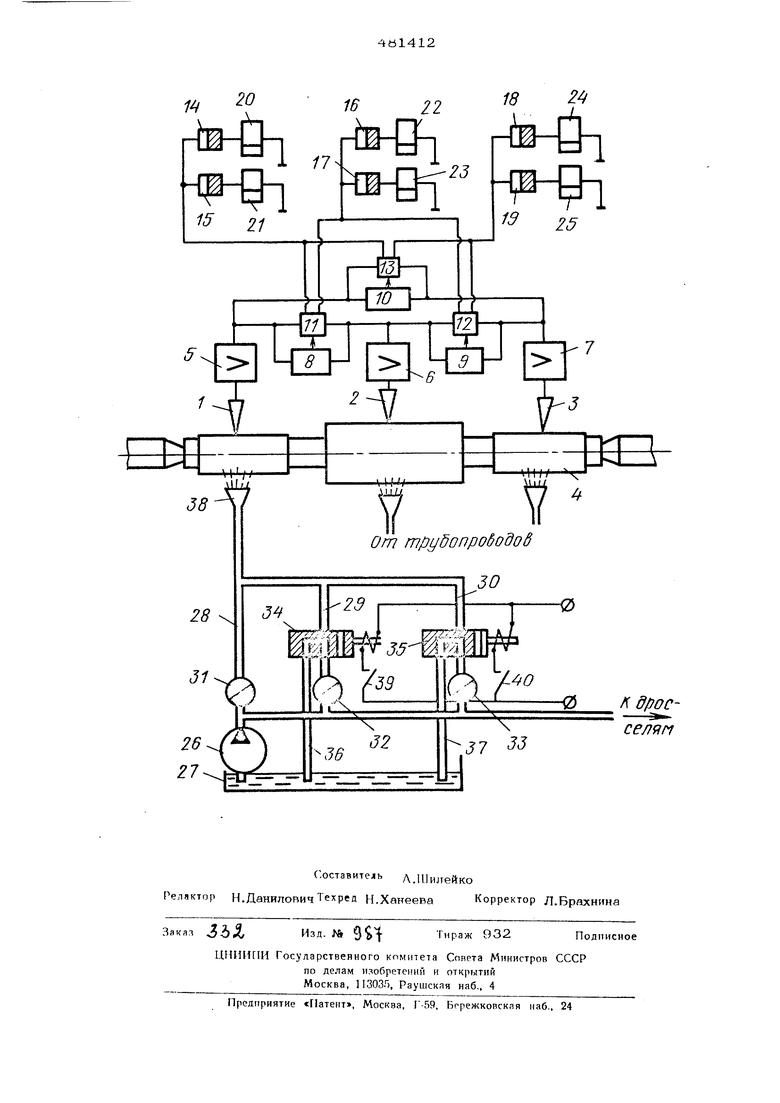
На чертеже изображена система автоматического регу;шрования температурных погрешностей при обработке трехступенчатой детали.
Цредлагаемое устройство содержит блоки 1-3 контроля температуры детали на соответствующих ступенях детали 4, попарно электрически соединеЕ1Ных между собой усилителями 5, 6 и 7 и блоками сравнения 8, 9 и 10. Параллельно блокам сравнения пoдключeFIы обмотки возбуждени поляри.-чованных реле 11, 12 и 13, а KOHVтакты этих реле соединяют блоки сравнения с триггерами 14-19 и реле 2О-25. В систему автоматического регулирования входят три (по числу ступеней) индивидуальные системы охлаждения, питаемые об щим насосом 26 из бака 27. Каждая система охлаждегшя состоит из трех параллельных каналов 28, 29 и 30 подачи охлвждаюи1ей жидкости, дросселей 31, 32 и
33, распределителей двухпозиционных электромагнитных золотников 34 и 35, сливных трубопроводов 36 и 37 и сопла 38. Управляющие входы электромагнитных золотников 34 и 35 подключены к контактам 39 и 40 реле 2О и 21.
Устройство работает следуюЕШМ образом.
Сигналы любых двух блоков 1-3 контроля, усиленные усилителями 5, 6 и 7, сравниваются в блоках сравнения 8, 9 и 10 и определяется их разность, пропорциональная перепаду температур на шейках валов деталей. Параллельно блокам сравнения подключены обмотки возбуждения по- ляризованньгх реле 11, 12 и 13, которые подают сигналы с блоков сравнения на триггеры 14-19 и реле 20-25. В зависимости от величины рассогласования перепада температур на обрабатываемых шейках срабатывают реле 20-25, контакты которых замыкают цепи управления электромагнитных золотников 34 и 35.
В зависимости от положения электромагниттэтх золотников насосом 26 подается жидкость из бака через каналы 28, 29 и 30 и сопло 38 в соответствующие зоны резания, обеспечивая различные степени охлаждения. Этим достигается необходимый ( соответственно пропорциональный диаметральным размерам ступеней детали)
перепад температур на обрабатываемых шейках. При этом расход жидкости через трубопровод регулируется дросселями 31, 32 и 33.
Предметизобретения
Устройство для компенсации температурной погрешности при обработке детали на станке, содержащее установленные на каждой ступени детали блоки контроля температуры детали, последовательно включенные триггеры и реле, каналы подачи охI лаждающей жидкости с распределителями I на каждую ступень обработки детали, подключенные к насосу, отличающеес я тем, что, с целью повышения точности обработки, в нем установлешы усилители по числу ступеней обработки детали, блоки сравнения, поляризованные реле и дополнительных каналов подачи охлаждающей жидкости на каждую ступень обрабатываемой детали с распределителями, управляющие входы которых соединены с выходами реле каждой ступени обработки детали, входы триггеров соединены через поляризованные реле с выходами блоков сравнения, попарно подключенными через усилители к блоку контроля температуры детали.
20
/
&
7
От трубопрододод 30 0 f дросселяп
