вания измерительной головки на каждой обрабатываемой ступени детали. С целью интенсификации отвода тепла СОЖ охлаждают принудительно.
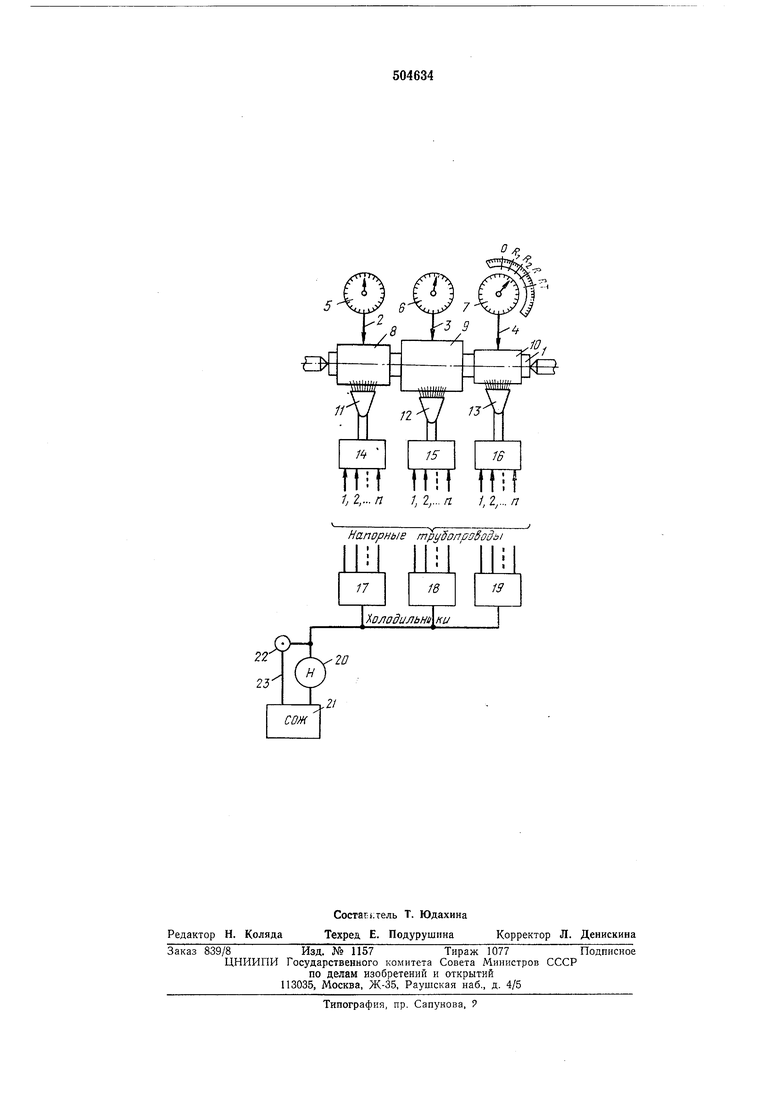
Сущность предлагаемого способа поясняется чертежом, (условно представлена схема для трехступенчатой детали).
В процессе обработки на станке шеек ступенчатой детали 1, контролируют, например, термодатчиками 2, 3, 4 с регистрирующими их показания приборами 5, 6, 7, величину перепада температур на обрабатываемых поверхностях 8, 9, 10.
По показаниям приборов соответственно регувируют расход СОЖ, подаваемой в зоны резания через сопла II, 12, 13 из смесителей 14, 15, 16.
Если по истечении установленного (определяется экспериментальным или расчетным путем) времени, регистрируемого, например, секундомером величина перепада температур между какими-либо шейками окажется выше установленного предела Rn (предельный перепад за время 4 сек. например, разность величин -- , т. е. отношение абсолютной темпе л(
ратуры шейки к ее диаметру, между шейками) то осуществляют соответственно (там, где больше температура шейки) в соответствующ их 17, 18, 19 направлениях охлаждение СОЖ, при этом изменяют температуру «СОЖ (в пределах допустимого на такую величину с принятой скоростью, чтобы за установленное время снизить величину перепада
температур до значения RQ- Дальнейшее изменение величины перепада температур между шейками до необходимого (пропорционального диаметральным размерам) значения регулируют лутем соответствующего изменения расхода СОЖ в зонах резания. Когда величина перепада температур между шей-ками выравняется в необходимых пределах, то включают охлаждение и дальнейшее регулирование, 1как указано выше, до окончания цикла поддерживают расходом СОЖ, постоянно лодаваемой насосом 20 из бака 21, причем излишнее .количество СОЖ через предохранительный клапан 22 и трубопровод 23 попадает
опять в бак 21.
Формула изобретения
1.Способ регулирования температурных погрешностей при одновременной обработке ступеней детали, при котором по разности температур каждой ступени и соответствующей измерительной скобы корректируют настройку приборов активного контроля, отличающийся тем, что, с целью повышения точности обработки, поддерживают температуру каждой ступени зависимой от номинального диаметра соответствующей ступени путем регулирования подачи СОЖ к каждой ступени.
2.Способ по п. 1, отличающийся тем, что температуры ступеней поддерживают обратно-пропорциональными их диаметрам.
3.Способ по пп. 1и2, отличающийся тем, что, с целью интенсификации отвода тепла, СОЖ охлаждают принудительно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической коапенсации температурной погрешности обработки деталей | 1975 |
|
SU601145A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Устройство для компенсации температурной погрешности при обработке детали на станке | 1974 |
|
SU481412A1 |
| Устройство для контроля состояния режущей кромки инструмента | 1976 |
|
SU634854A1 |
| Установка для очистки жидкостей | 1983 |
|
SU1153996A1 |
| Трехкомпонентный динамометр для измерения составляющих усилия резания | 1980 |
|
SU861993A1 |
| Устройство для стабилизации температуры узлов металлорежущего станка | 1984 |
|
SU1252128A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РЕОЛОГИЧЕСКИХ ХАРАКТЕРИСТИК ВЯЗКОПЛАСТИЧЕСКИХ ЖИДКОСТЕЙ | 2003 |
|
RU2244286C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ВОДЫ ОЗОНОМ И СПОСОБЫ ЕГО ДОЗИРОВАНИЯ (ВАРИАНТЫ) | 2012 |
|
RU2553949C2 |
| СТЕНД ГИДРАВЛИЧЕСКИХ ИСПЫТАНИЙ ГАЗОСЕПАРАТОРОВ НАСОСНЫХ УСТАНОВОК ДЛЯ ПОДАЧИ ПЛАСТОВОЙ ЖИДКОСТИ | 2009 |
|
RU2425254C2 |
Напорные mpySonpoSodoi
