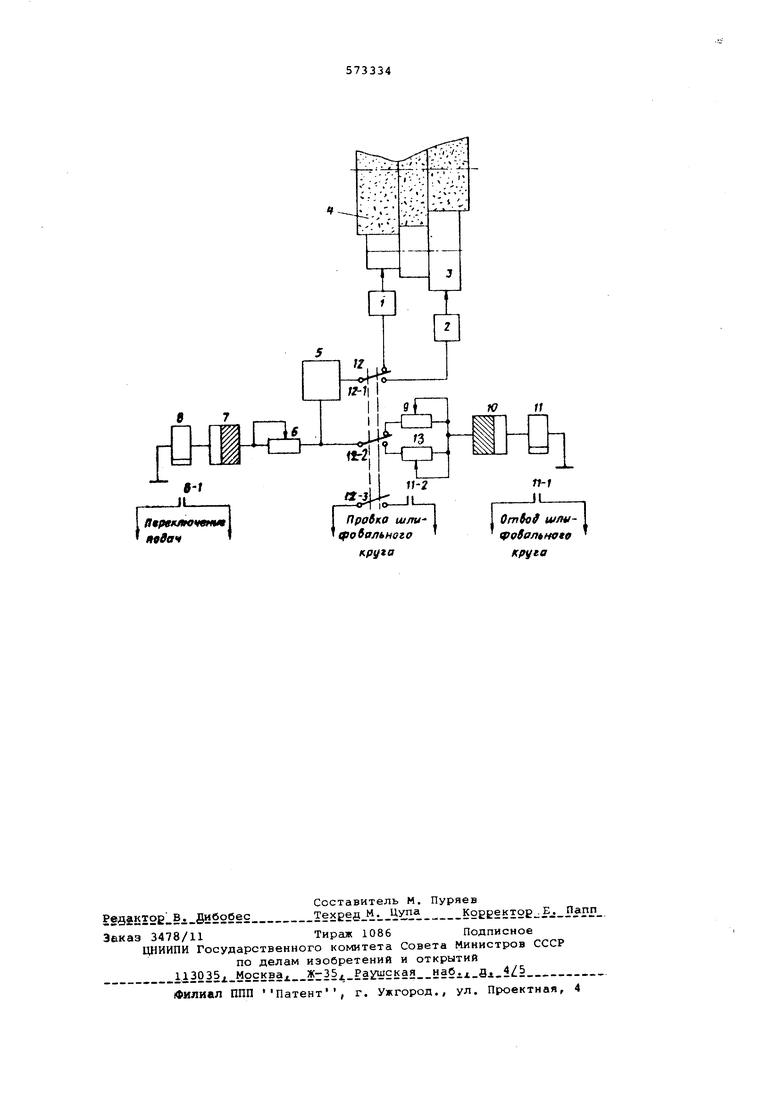
вагывания триггера 10 и выдачу коман ды реле ifna правку круга, в случае достижения диаметра наибольшей шейки граничного значения (уровень его настройки лежит вблизи верхней :ураницы поля допуска ступени наибольшего диа метра обрабатываемой детали). Кроме того, устройство содержит цепь управ ления правкой шлифовального круга, состоящую из нормально открытых контактов 11-2 реле 11 и контактов 12-3 концевого выключателя 12 ,установлен ного на бабке 1Ш1Ифова:лчного круга и срабатывающего на начальном участке отвода шлифовального круга в исходное положение, чтобы время контроля диаметра наибольшего сечения детали и вьвдайи.команды на правку входило в цикл обработки изделия. Устройство для активного контрол размеров деталей работает следующим образом. Деталь 3 обрабатывается шлифоваль ным кругом 4 в режиме Черновое шлифование. При достижении ступенью наименьшего диаметра определенного размера, заданного путем соответствующей регулировки потенциометра 6, нормально открытые кон-такты 8-1 реле предварительной команды замыкаются и с:танок переключается на чистовое шлифование или выхаживание. В момент достижения ступенью наименьше го диаметра детали окончательного размера, настройка на который осуществляется потенциометром 9, нормально открытые контакты 11-1 реле окончательной команды замыкаются и процесс обработки заканчивается - начинается отвод шлифовального круга в исходное положение. Концевой выклю чатель 12, установленный на бабке шлифовального круга, срабатывает на начальном участке отвода круга в исходное положение, соединяя вход усилителя . 5 контактам 12-1 с первичным преобразователем 2, а вход потенциоMelpa 13 контактами 12-2 - с выходом усилителя 5; устройство контролирует д;.аметр наибольшей шейки детали и управляет циклом правки шлифовального круга. Сигнал на правку круга поступает лишь в том случае, еслИ ра мер наибольшей г;тупени, контролируемый преобразователем 2, превысит допустимую границу, которая задается потенциометром 13 и лежит вблизи верхней границы поля допуска наибольшей ступени. При этом срабатывает, триггер 10 и реле 11 через нормально открытые контакты 11-2 выдает команду на правду шлифовального круга. Концевой выключатель, срабатывая при отводе шлифовальной бабки в исходное положение путемзамыкания контактов 12-3, подготавливает цепь управления правкой шлифовального круга к восприятию команды реле 11. Формула изобретения Устройство для активного контроля размеров в процессе врезного шлифования многоступенчатых деталей при одновременной обработке всех ступеней, содержащее первичный преобразователь для контроля ступени наименьшего диаметра, соединенный последовательно с реле окончательной команды через усилитель, потенциометр настройки уровни -срабатывания окончательной команды, поступающей через нормально открытые контакты реле, и второй преобразователь для контроля ступени наибольшего диаметра с потенциометром настройки уровня срабатывания команды на правку шлифовального круга, отличающееся тем, что, с целью упрощения конструкции устройства, оно снабжено концевыг.1 выключателем, установленным на бабке шлифовального круга и выполненным в виде группы контактов, включенных последовательно с нормально открытыми контактами реле окончательной команды и двух групп переключающих контактов, одна из которых включена между выходами первого и второго первичных преобразователей и входом усилителя, выход которого подключен к параллельно соединенным потенциометрам настройки уровня срабатывания окончательной команды и команды на правку шлифовального круга через другую группу контактов. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР № 423616, кл. В 24 49/02, 1972. I Пробка uijTu I
ш tpoKaflkHGto
11-2
П-1
t;-11-.
ufOti4 o8p tHOteк.руга круга
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ AKTHBHOiO КОНТРОЛЯ РАЗМЕРОВ | 1972 |
|
SU423616A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| САМОНл\СТРАИВАЮ1ЦЕЕСЯ УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ | 1971 |
|
SU419716A1 |
| Система управления упругими перемещениями круглошлифовального станка | 1980 |
|
SU931437A1 |
| Устройство активного контроля формы | 1980 |
|
SU1106646A1 |
| Адаптивная система для активного контроля размеров деталей | 1981 |
|
SU998091A1 |
| Устройство для автоматического регулирования мощности шлифования | 1974 |
|
SU490641A1 |
| Устройство для управления столом шлифовального станка | 1983 |
|
SU1098771A1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ | 1970 |
|
SU288589A1 |
| Устройство для управления бесцентровошлифовальным станком | 1972 |
|
SU512045A1 |