Изобретение относится к обработке металлов давлением, в частности к оборудованию для резки полос проката на мерные заготовки различной длины.
Известна установка безостановочного деления немерного проката на заготовки максимальной, минимальной и промежуточной длины (см. а.с. №710792).
Установка содержит подводящий и отводящий рольганги с приводом, стационарное режущее устройство, попарно расположенные датчики и два механических упора с приводами, установленные в направлении подачи соответственно с передней и задней его стороны, а также систему управления, соединенную с датчиками и приводами режущего инструмента, рольгангов и упоров.
Особенностью данной установки является то, что во время подачи, при попадании конца немерного проката в пределы любой пары датчиков, начинают отделять отрезки минимальной длины вплоть до получения отрезка промежуточной длины, который всегда будет последним. Если же конец немерного проката выходит за пределы всех датчиков, то сначала начинают отделять отрезки максимальной длины, пока конец проката не попадет в пределы любой пары датчиков, после чего начинают отделять отрезки минимальной длины вплоть до остатка промежуточной длины, который также будет последним.
Таким образом, на данной установке прокат делится на заготовки максимальной и минимальной длины, и лишь один последний отрезок проката получается промежуточной длины, что косвенным образом свидетельствует о том, что данное изобретение не решает проблему удаления припуска на всю длину полосы. В результате этого последний отрезок, по существу, идет в отход или же в дальнейшем от него вручную отделяют указанный припуск, чтобы получить необходимую длину отрезаемой заготовки. Кроме того, механические упоры, периодически опускающиеся в рабочую зону установки, существенно усложняют ее конструкцию. Следует также сказать, что отсутствие прижимного ролика на подводящем рольганге, может приводить к проскальзыванию подаваемой полосы, особенно при ее искривлении, поскольку происходит неполный контакт полосы с приводными роликами. Вместе с тем, отсутствие в известной установке механизма сортировки отрезанных заготовок по длине не позволяет полностью автоматизировать данный технологический процесс.
Задачей заявляемого изобретения является устранение указанных недостатков, а именно достижение максимально полезного раскроя полосы, приводящего к экономии металла, а также упрощение конструкции установки, повышение степени ее автоматизации, надежности работы и получение технического результата, заключающегося в отделении припуска на всю длину полосы от переднего торца последней отрезаемой заготовки, что способствует более качественному срезу и беспрепятственному удалению немерного остатка из рабочей зоны установки под его собственным весом.
Для решения вышеперечисленных задач и получения указанного технического результата в известной установке для резки полос проката на мерные заготовки различной длины, содержащей подводящий и отводящий рольганги, стационарный режущий инструмент, элементы контроля положения отрезаемых заготовок, расположенные по обе стороны от режущего инструмента и систему управления, связанную с указанными элементами и приводами рольгангов и режущего инструмента, элементы контроля выполнены в виде фотоэлектрических датчиков, причем датчики, установленные в направлении подачи после режущего инструмента, расположены от плоскости реза последнего на расстоянии, равном длине отрезаемых заготовок, а датчик, установленный перед режущим инструментом, расположен от плоскости реза на расстоянии, равном длине последней отрезаемой заготовки. При этом датчики, расположенные после режущего инструмента, установлены с возможностью срабатывания от переднего конца отрезаемых заготовок, начиная с первой до предпоследней, а датчик, расположенный перед режущим инструментом, установлен с возможностью срабатывания от конца последней отрезаемой заготовки. Кроме того, каждому датчику, расположенному после режущего инструмента, соответствует второй фотоэлектрический датчик с аналогичным срабатыванием, причем вторые датчики в направлении подачи установлены перед первыми и находятся от них на расстоянии, равном длине торможения отрезаемой полосы. При этом все фотоэлектрические датчики, при изменении раскроя полосы, установлены с возможностью регулировки в продольном направлении относительно режущего инструмента. Кроме того, подводящий рольганг предлагаемой установки снабжен прижимным роликом, а отводящий рольганг - механизмом сортировки отрезаемых заготовок по длине. Последний включает в себя две пары штанг с убирающимися собачками, которые установлены с возможностью попеременного перемещения в поперечном направлении и сталкивания отрезаемых заготовок в соответствующие накопители, расположенные по разные стороны от рольганга.
Выполнение элементов контроля положения отрезаемых заготовок в виде фотоэлектрических датчиков, причем те из них, которые расположены в направлении подачи полосы после режущего инструмента, контролируют длину заготовок с первой до предпоследней по их переднему торцу, а датчик, установленный перед режущим инструментом, контролирует длину последней отрезаемой заготовки по ее концу, позволяет с высокой степенью точности разделять полосу проката на максимально возможное количество отрезаемых заготовок различной длины, причем припуск на всю длину полосы (немерный остаток) отделяется с переднего торца последней отрезаемой заготовки, что способствует более качественному срезу (поскольку заготовка хорошо зажата) и беспрепятственному удалению данного остатка под его собственным весом (без применения дополнительных устройств) из рабочей зоны режущего инструмента. Кроме того, замена механических упоров, периодически опускающихся с помощью приводов в рабочую зону установки на фотоэлектрические датчики, значительно упрощает ее конструкцию. При этом расположение на подводящем рольганге прижимного ролика исключает проскальзывание подаваемой полосы и способствует более точной и четкой ее подаче. Следует также сказать, что использование в предлагаемой установке механизма сортировки отрезаемых заготовок по длине позволяет автоматизировать данный процесс, что ведет к повышению удобства обслуживания, снижению трудоемкости и исключению ручного труда.
На фиг.1 показан общий вид установки для резки полос проката на мерные заготовки различной длины.
На фиг.2 - вид А на фиг.1, вид в плане на отводящий рольганг и механизм сортировки.
На фиг.3 - разрез Б-Б на фиг.1, поперечный разрез механизма сортировки.
Установка для резки содержит подводящий рольганг 1 с приводом 2, выполненным в виде двигателя постоянного тока, и отводящий рольганг 3 с приводом 4, выполненным в виде асинхронного двигателя. Подводящий рольганг снабжен прижимным роликом 5 с приводом на опускание от пневмоцилиндра 6, который управляется датчиком 7 наличия полосы. Стационарный режущий инструмент выполнен в виде пресс-ножниц 8, причем перед ним в направлении подачи полосы расположен фотоэлектрический датчик 9. Датчик 9 установлен от плоскости реза пресс-ножниц на расстоянии, равном длине последней отрезаемой заготовки, при этом срабатывание датчика происходит от конца этой заготовки. После режущего инструмента в том же направлении расположены две пары фотоэлектрических датчиков 10 и 11. Более удаленные от плоскости реза датчики из каждой пары расположены на расстояниях, соответствующих двум различным длинам отрезаемых заготовок. Вторые датчики расположены перед первыми и находятся от них на расстоянии, равном длине торможения отрезаемой полосы, причем обе пары датчиков срабатывают от переднего конца отрезаемых заготовок, начиная с первой до предпоследней включительно. Наличие вторых датчиков делает более простой систему управления предлагаемой установки, исключая, например, применение нескольких реле времени, дающих команды на торможение привода 2. Все фотоэлектрические датчики расположены с возможностью регулировки в продольном направлении относительно режущего инструмента, что необходимо при изменении раскроя разрезаемой полосы. Отводящий рольганг 3 снабжен механизмом 12 сортировки отрезаемой заготовок по длине, включающим две пары штанг 13 с утапливающимися собачками 14. При этом указанные пары штанг установлены с возможностью попеременного перемещения в поперечном направлении и сталкивания своими собачками отрезаемых заготовок в соответствующие накопители 15, расположенные по разные стороны от рольганга 3. Для удаления припуска на всю длину полосы (немерного остатка) из рабочей зоны пресс-ножниц 8 предусмотрен наклонный желоб 16. Приводы рольгангов, прижимного ролика, режущего инструмента и датчики включены в систему управления установки на основе командоконтроллера 17.
Установка для резки полос проката работает следующим образом.
На подводящий рольганг 1 специальными рычагами (на чертежах не показаны) укладывается полоса проката. При этом схемой управления (командоконтроллером 17) предусмотрено отключение фотоэлектрического датчика 9 и включение одной из пар фотоэлектрических датчиков 10 и 11 в зависимости от длины первой отрезаемой заготовки. На небольшой скорости (предусмотрена системой управления) от двигателя постоянного тока 2 полоса проката подается к прижимному ролику 5, который находится в поднятом положении. При срабатывании датчика 7 прижимной ролик 5 под действием пневмоцилиндра 6 опускается вниз, и поджатая полоса проката на большой скорости, проходя через рабочую зону пресс-ножниц 8, доходит, например, до первой группы фотоэлектрических датчиков 10. После прохода переднего конца полосы (первой отрезаемой заготовки) через ближайший к режущему инструменту датчик 10 последний дает команду на торможение двигателя 2. Скорость подачи полосы падает и, проходя определенный путь торможения, ее передний конец плавно подходит ко второму датчику 10, который дает команду на полный останов двигателя. После этого от командоконтроллера 17 поступает команда на срабатывание пресс-ножниц 8, и первая отрезанная заготовка падает на отводящий рольганг 3, который выносит ее в зону сортировки. В зависимости от длины отрезанной заготовки определенная пара штанг 13, перемещаясь в поперечном направлении, сталкивает заготовку своими собачками 14 в соответствующий накопитель 15, причем в это время собачки второй пары штанг утоплены под корпусом механизма сортировки 12. Аналогично происходит отрезка последующих заготовок данной длины, количество которых определяется счетным устройством командоконтроллера 17. После отрезки необходимого количества этих заготовок командоконтроллер дает команду на отключение пары датчиков 10 и включение второй пары датчиков 11, после чего аналогичным образом отрезается определенное количество заготовок другой длины, включая предпоследнюю. После совершения предпоследнего реза, когда остается последняя заготовка с припуском на всю длину полосы, командоконтроллером 17 дается команда на отключение датчиков 11 и включение фотоэлектрического датчика 9. Последняя заготовка на медленной скорости (предусмотрена системой управления) подается в рабочую зону пресс-ножиц 8 до момента срабатывания датчика 9 от заднего конца заготовки. Подача прекращается, после чего пресс-ножницы 8 отрезают от переднего конца последней заготовки припуск на всю длину полосы, который под собственным весом падает в наклонный желоб 16 и по нему удаляется из рабочей зоны пресс-ножниц 8. После этого последняя заготовка с подводящего рольганга 1 выталкивается на отводящий рольганг 3 и затем с помощью механизма сортировки 12 попадает в соответствующий накопитель 15. Прижимной ролик 5 возвращается в исходное положение, после чего на подводящий рольганг 1 загружается очередная полоса проката и цикл резки повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка безостаточного деления немерного проката на заготовки максимальной,минимальной и промежуточной длин | 1977 |
|
SU710792A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОСЫ НА ПРЯМОУГОЛЬНЫЕ ЗАГОТОВКИ | 1993 |
|
RU2049605C1 |
| Способ производства заготовок и технологическая линия для его осуществления | 1988 |
|
SU1616721A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОСЫ НА ПРЯМОУГОЛЬНЫЕ ПЛАНКИ | 1993 |
|
RU2074058C1 |
| Технологическая линия производства заготовок | 1989 |
|
SU1699667A1 |
| Устройство для сортировки мелкосортного проката | 1979 |
|
SU867537A1 |
| Пресс-ножницы | 1981 |
|
SU984729A1 |
| Поточная линия для раскроя проката | 1976 |
|
SU683903A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Способ производства заготовок | 1989 |
|
SU1692692A1 |


Изобретение относится к обработке металлов давлением, в частности к оборудованию для резки полос проката на мерные заготовки различной длины. Установка содержит подводящий и отводящий рольганги, стационарный режущий инструмент, элементы контроля положения отрезаемых заготовок, расположенные по обе стороны от режущего инструмента, и систему управления. Система управления связана с упомянутыми элементами, приводами рольгангов и режущего инструмента. Элементы контроля выполнены в виде фотоэлектрических датчиков. Датчики, расположенные в направлении подачи заготовок после режущего инструмента, установлены от плоскости реза последнего на расстоянии, равном соответствующей длине отрезаемых заготовок, с возможностью срабатывания от переднего конца отрезаемых заготовок, начиная с первой до предпоследней. Датчик, расположенный перед режущим инструментом, установлен от плоскости реза на расстоянии, равном длине последней отрезаемой заготовки, с возможностью срабатывания от ее конца. В результате обеспечиваются достижение максимально полезного раскроя полосы, экономии металла, а также упрощение конструкции установки, повышение надежности ее работы и степени автоматизации всего технологического процесса. 3 з.п. ф-лы, 3 ил.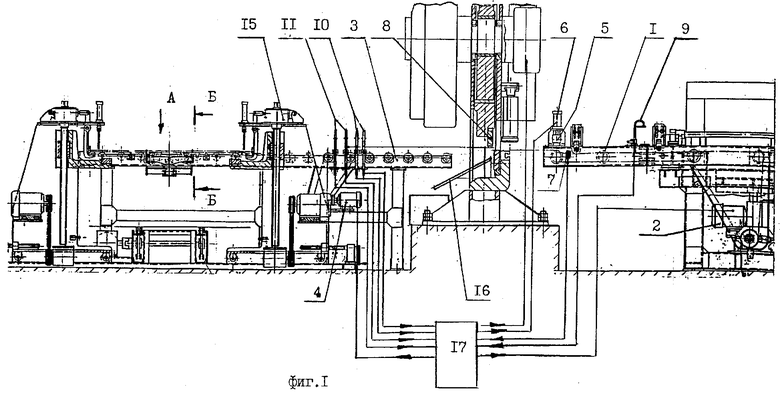
| Установка безостаточного деления немерного проката на заготовки максимальной,минимальной и промежуточной длин | 1977 |
|
SU710792A1 |
| Система управления раскроем сортового проката | 1989 |
|
SU1632770A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОСЫ НА ПРЯМОУГОЛЬНЫЕ ПЛАНКИ | 1993 |
|
RU2074058C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ЗАМКНУТЫХ ПРОДОЛЬНЫХ ВИНТОВЫХ И СПИРАЛЬНЫХ КАНАВОК | 2011 |
|
RU2458763C1 |
| JP 61146415 A1, 04.07.1986. | |||

