s
в
т
F г У.
Р 4 S
Изобретение относится к обработке металлов давлением, в частности к автоматизированным комплексам для обработки труб.
.Цель изобретения - распмрение нологических возможностей автоматизированного комплекса обработки труб путем оптимизации транспортных связей в технологических потоках.
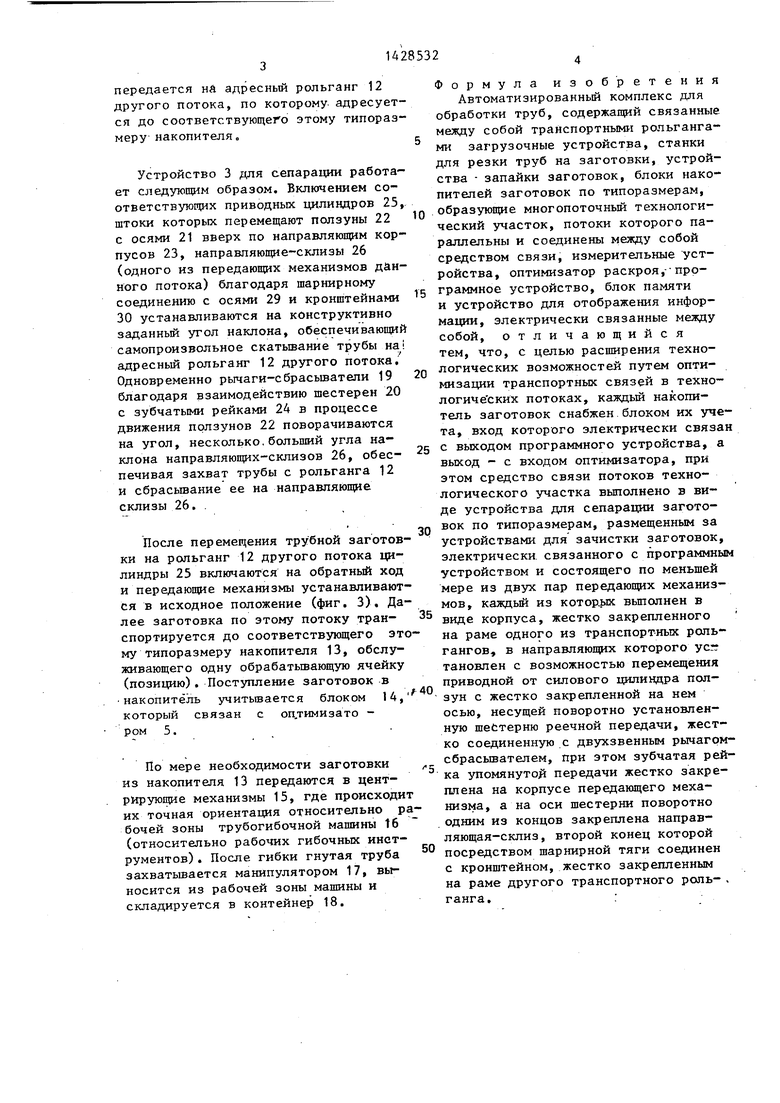
На фиг, 1 изображен автоматизированный комплекс для обработки труб, общий вид; на фиг. 2 - узел I на фиг. 1{ на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - передающий механизм при передаче заготовок с потока на потоко
Автоматизированный комплекс для обработки .труб представляет собой многопоточный технологический участок, потоки 1 и 2 которого,- работают параллельно и независимо и конструктивно связаны между собой в зоне размещения адресных рольгангов устройством 3 для сепарации. Управление работой оборудования в потоках осуществляется программным устррйством 4, которое реализует программу обработки проката, заданную оптимизатором 5.
Г--.
Каждый поток включает в с ебя загрузочное устройство 6 с механизмом поштучной вьщачи труб на входной рольганг 7, устройство 8 для автоматического измерения длины труб, устройство 9 для разрезки труб на заголовки по заданной программе, выходной рольганг 10, устройство 11 дпа зачистки заготовок, адресный рольганг 12, накопители 13 для заготовок, снабженные каждый блоком 14 учета заготовок, центрирующие механизмы 15, трубогибочные машины 16, манипуляторы 17, контейнеры 18 для складирования гнутых труб.
Устройство для сепарации труб по типоразмерам состоит как минимум из двух пар передающих механизмов, каждый из которых включает в себя рычаг- сбрасьгоатель 19, жестко соединенный с шестерней 20,- поворотно -установленной на оси 21, закрепленной в ползуне 22, подвижно смонтированном в направляющих корпуса 23, установленного на раме адресного рольганга 12 потока 2. На корпусе 23 жестко закреплена зубчатая рейка 24, контактирующая с шестерней 20. Ползун 22 связан со штоком приводного цилиндра 25, также закрепленного на корпусе 23. Кро0
5
0
5
0
5
0
5
0
5
ме того, на оси 21 поворотно одним из концов закреплена направляющая-склиз 26, другой конец которой шарнирно посредством оси 27 связан с серьгой 28, в свою очередь также гаарнирно посредством оси 29 соединенной с кронштейном 30, установленным на раме рольганга 12 потока 1.
Автоматизированный комплекс работает следующим образом.
Пучок труб со склада металла транспортируется и укладывается в загрузочное устройство 6 и механизмом поштучной выдачи передается на входной рольганг 7. В процессе перемещения трубы к устройству 9 для разрезки труб на заготовки осуществляется ав томатическое измерение ее длины устройством 8. Результат измерения передается в оптимизатор 5, в который также поступает команда из блоков 14 учета заготовок. В оптимизаторе в зависимости от длины исходной трубы и потребности в заготовках по типоразмерам решается задача ее безотход- ного (малоотходного) раскроя на заготовки, длина которых записана Результаты работы оптимизатора 5 поступают в программное устройство 4, которое управляет работой устройства 9 для резки труб на заготовки.
Отрезанная заготовка типоразмера, заданного оптимизатором 5 по вькод- ному рольгангу 10, направляется в устройство 11 для зачистки заготовок по наружному диаметру (зачистка концов заготовок или сплошной зачистки в зависимости от команды программно-, го устройства 4). Зачищенные трубные заготовки поступают на адресный рольганг 12 в зону действия устройства 3 сепарации труб по типоразмерам, работой которого управляет.также программное устройство 4 и, если длина трубной заготовки соответствует типоразмеру, обрабатьшаемому на этом . потоке, она адресуется по рольгангу этого потока до соответствующего этому типоразмеру накопителя 13, обслужи- вающего одну обтабатьшающую ячейку (позицию). Поступление заготовок в накопитель учитьшается блоком 14, который связан с оптимизатором 5. Если типоразмер отрезанной заготовки соответствует адресации по рольгангу другого потока, по команде программного устройства 4 включается в работу устройство 3 для сепарации труб и труба
передается нА адресньш рольганг 12 другого потока, по которому адресуется до соответствующего этому типоразмеру накопителя,
Устройство 3 для сепарации работает следующим образом. Включением соответствующих приводньЕХ цилиндров 25, штоки которых перемещают ползуны 22 с осями 21 вверх по направляющим корпусов 23, направляющие-склизы 26 (одного из передающих механизмов данного потока) благодаря шарнирному соединению с осями 29 и кронштейнами 30 устанавливаются на конструктивно заданньй угол наклона, обеспечивающий самопроизвольное скатывание трубы на адресный рольганг 12 другого потока. Одновременно рычаги-сбрасьшатели 19 благодаря взаимодействию шестерен 20 с зубчатыми рейками 24 в процессе движения ползунов 22 поворачиваются на угол, несколько.больший угла наклона направляющих-склизов 26, обес- печивая захват трубы с рольганга 12 и сбрасывание ее на направляющие склизы 26. .
После перемещения трубной заготовки на рольганг 12 другого потока цилиндры 25 включаются на обратный ход и передающие механизмы устанавливаются в исходное положение (фиг, 3), Далее заготовка по этому потоку тран- спортируется до соответствующего этому типоразмеру накопителя 13, обслуживающего одну обрабатьшающую ячейку (позицию). Поступление заготовок в накопитель учитьшается блоком 14, который связан с оп.тимизато - ром 5.
По мере необходимости заготовки из накопителя 13 передаются в центрирующие механизмы 15, где происходит их точная ориентация относительно ра бочей зоны трубогибочной машины t6 (относительно рабочих гибочных инструментов) . После гибки гнутая труба захватьшается манипулятором 17, выносится из рабочей зоны машины и складируется в контейнер 18.
Формула изобретения
Автоматизированный комплекс для обработки труб, содержащий связанные между собой транспортными рольгангами загрузочные устройства, станки для резки труб на заготовки, устройства - запайки заготовок, блоки накопителей заготовок по типоразмерам, .образующие многопоточный технологический участок, потоки которого параллельны и соединены между собой средством связи, измерительные устройства, оптимизатор раскроя,--программное устройство, блок памяти и устройство для отображения информации, электрически связанные между собой, отличающийся тем, что, с целью расширения технологических возможностей путем оптимизации транспортных связей в техно- логиче ских потоках, каждый накопитель заготовок снабжен.блоком их учета, вход которого электрически связа с выходом программного устройства, а выход - с входом оптимизатора, при этом средство связи потоков технологического участка выполнено в виде устройства для сепарации заготовок по типоразмерам, размещенным за устройствами для зачистки заготовок, электрически связанного с программны устройством и состоящего по меньшей мере из двух пар передающих механизмов, каждый из котор.ь1Х выполнен в виде корпуса, жестко закрепленного на раме одного из транспортных рольгангов, в направляющих которого усг тановлен с возможностью перемещения приводной от силового цилиндра ползун с жестко закрепленной на нем осью, несущей поворотно установленную шестерню реечной передачи, жестко соединенную с двухзвенным рычагом сбрасывателем, при этом зубчатая рейка упомянутой передачи жестко закреплена на корпусе передающего механизма, а на оси шестерни поворотно одним из концов закреплена направляющая-склиз, второй конец которой посредством шарнирной тяги соединен с кронштейном, жестко закрепленным на раме другого транспортного роль- . Ганга.;
и.г.г
А А 19 2 2627 28
L.Z.L/
20
ф«г
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для разрезки проката | 1980 |
|
SU878450A1 |
| Установка для сварки трубопроводов | 1988 |
|
SU1637974A1 |
| Линия резки труб | 1984 |
|
SU1220235A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2021146C1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Линия резки труб | 1979 |
|
SU804248A1 |
| Автоматическая линия для сборки и сварки труб в плети для заготовок змеевиков с расположением сварных швов вне зон изгиба | 1982 |
|
SU1187941A1 |
| Автоматизированная поточная линия | 1983 |
|
SU1162568A1 |
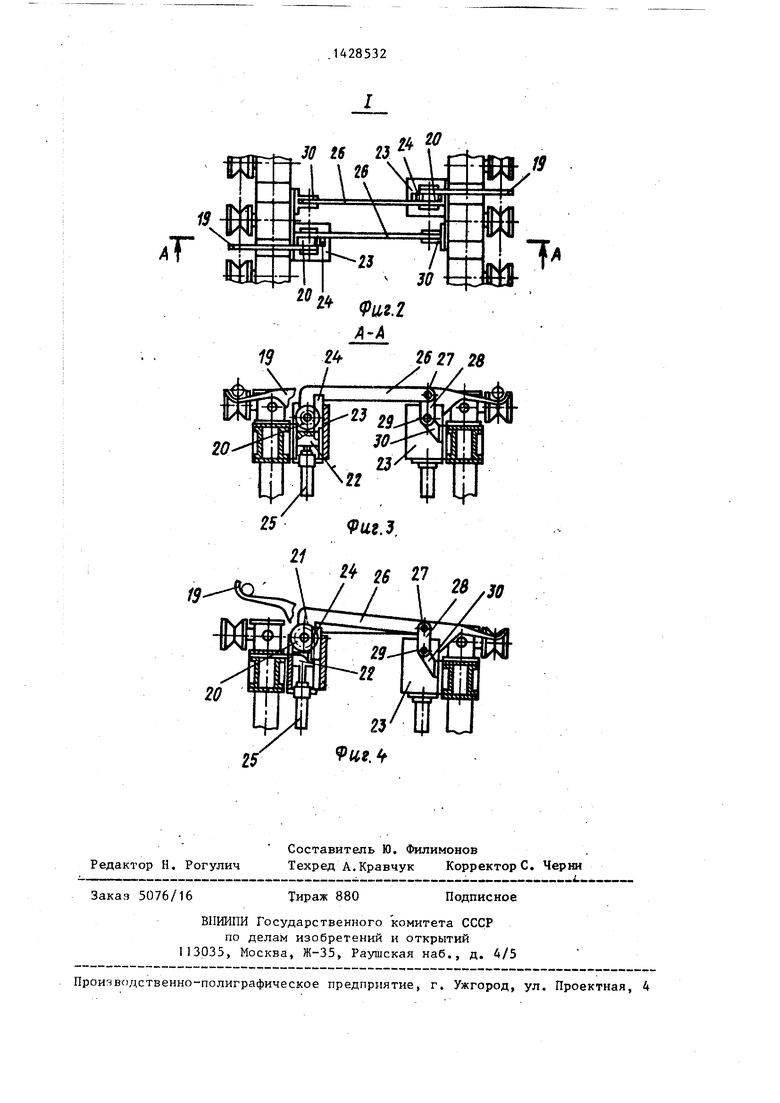
Изобретение относится к обработке металлов давлением и может быть использовано для обработки труб. Цельрасширение технологических возможностей автоматизированного комплекса путем оптимизации транспортяьк связей в технологических потоках. Комплекс имеет два работающи-х независимо потока для резки труб, которые соединены между собой устройством 3 для сепарации заготовок. Перед разрезкой автоматически определяется длина каждой трубы и в оптимизаторе 5 решается задача о ее безотходном или малоотходном раскрое. После разрезки заготовки поступают в устройство 3 для сепарации, работой которого управляет программное устройство 4. В зависимости от длины заготовки по адресным | рольгангам поступают в соответствующие ячейки накопителя 13. 4 ил. сл
Редактор Н, Рогулич
Составитель Ю. Филимонов
Техред А.Кравчук Корректор С. Черни
Заказ 5076/16
Тираж 880
ВИИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
Подписное
| Автоматизированный комплекс для разрезки проката | 1980 |
|
SU878450A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
