щью подвижных стенок 4, 5, закрепляется и в ней транспортируется по рольгангу собранный каркас панели 6.
Бескаркасные панели, внутренняя полость которых создается с помощью крепления листов к противоположным концам бобышек, перед зажимом их в обойме подвижными стенками требуют укладки герметизирующей по периметру соприкосновения листов со стенками обоймы.
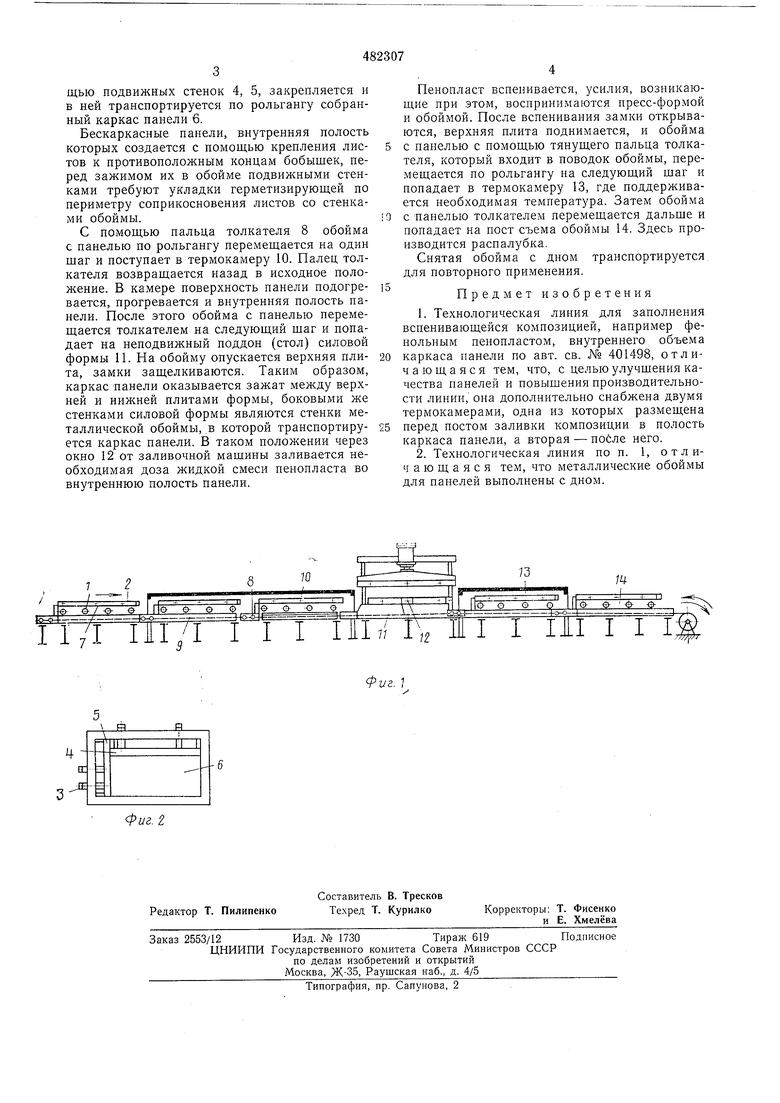
С помощью пальца толкателя 8 обойма с панелью по рольгангу перемещается на один шаг и поступает в термокамеру 10. Палец толкателя возвращается назад в исходное положение. В камере поверхность панели подогревается, прогревается и внутренняя полость панелн. После этого обойма с панелью перемещается толкателем на следующий шаг и попадает на неподвижный поддон (стол) силовой формы 11. На обойму опускается верхняя плита, замки защелкиваются. Таким образом, каркас панели оказывается зажат между верхней и нижней плитами формы, боковыми же стенками силовой формы являются стенки металлической обоймы, в которой транспортируется каркас панели. В таком положении через окно 12 от заливочной машины заливается необходимая доза жидкой смеси пенопласта во внутреннюю полость панели.
Пенопласт вспенивается, усилия, возникающие при этом, воспринимаются пресс-формой и обоймой. После вспенивания замки открываются, верхняя плита поднимается, и обойма с панелью с помощью тянущего пальца толкателя, который входит в поводок обоймы, перемещается по рольгангу на следующий шаг и попадает в термокамеру 13, где поддерл ивается необходимая температура. Затем обойма с панелью толкателем перемещается дальше и попадает на пост съема обоймы 14. Здесь производится распалубка.
Снятая обойма с дном транспортируется для повторного применения.
Предмет изобретения
1. Технологическая линия для заполнения вспенивающейся композицией, например фенольным пенопластом, внутреннего объема каркаса панели по авт. св. № 401498, отличающаяся тем, что, с целью улучшения качества панелей и повышения производительности линии, она дополнительно снабжена двумя термокамерами, одна из которых размещена перед постом заливки композиции в полость каркаса панели, а вторая - после него.
2. Технологическая линия по п. 1, отличающаяся тем, что металлические обоймы для панелей выполнены с дном.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления панелей переменного сечения | 1981 |
|
SU1073115A1 |
| Конвейерная линия для изготовления строительных изделий | 1984 |
|
SU1201137A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Поточная линия для изготовления многослойных строительных панелей | 1980 |
|
SU939209A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ | 1969 |
|
SU250436A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМЗИТОБЕТОННЫХ БЛОКОВ | 1995 |
|
RU2078690C1 |
| Трехслойная стеновая панель | 1978 |
|
SU727786A1 |
| Установка для непрерывного изготовления слоистых панелей | 1981 |
|
SU1090576A1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО ИЗГОТОВЛЕНИЯ ЭНЕРГОЭФФЕКТИВНЫХ ЭКОЛОГИЧЕСКИ ЧИСТЫХ МНОГОСЛОЙНЫХ ОБЛЕГЧЕННЫХ ОГНЕСТОЙКИХ СТЕНОВЫХ ПАНЕЛЕЙ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ, ЭНЕРГОЭФФЕКТИВНАЯ ЭКОЛОГИЧЕСКИ ЧИСТАЯ МНОГОСЛОЙНАЯ ОБЛЕГЧЕННАЯ ОГНЕСТОЙКАЯ СТЕНОВАЯ ПАНЕЛЬ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ АВТОМАТИЗИРОВАННОГО ИЗГОТОВЛЕНИЯ ЭНЕРГОЭФФЕКТИВНЫХ ЭКОЛОГИЧЕСКИ ЧИСТЫХ МНОГОСЛОЙНЫХ ОБЛЕГЧЕННЫХ ОГНЕСТОЙКИХ СТЕНОВЫХ ПАНЕЛЕЙ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ | 2013 |
|
RU2549939C2 |
11/1 ШЛ II I п ь; Г, II I ill I п
