I
Изобретение относится к области алмазноабразивного производства, в частности к устройствам для изготовления абразивного инструмента.
Известны пресс-формы, предназначенные для изготовления алмазно-абразивного инструмента, включающие пуансон и матрицу. Однако такая пресс-форма имеет низкое качество изготовленного алмазоносного слоя инструмента, вызванное износом сопрягаемых поверхностей деталей пресс-формы, и большую трудоемкость ее изготовления.
Целью изобретения является повышение качества алмазоносного слоя инструмента за счет обеспечения возможности компенсации износа сопрягаемых поверхностей деталей пресс-формы и унификации отдельных ее деталей.
Достигается это тем, что пуансон выполнен с выступами, а между пуансоном и матрицей расположена прокладка, причем плошадь торцов выступов пуансона меньше плошади прокладки.
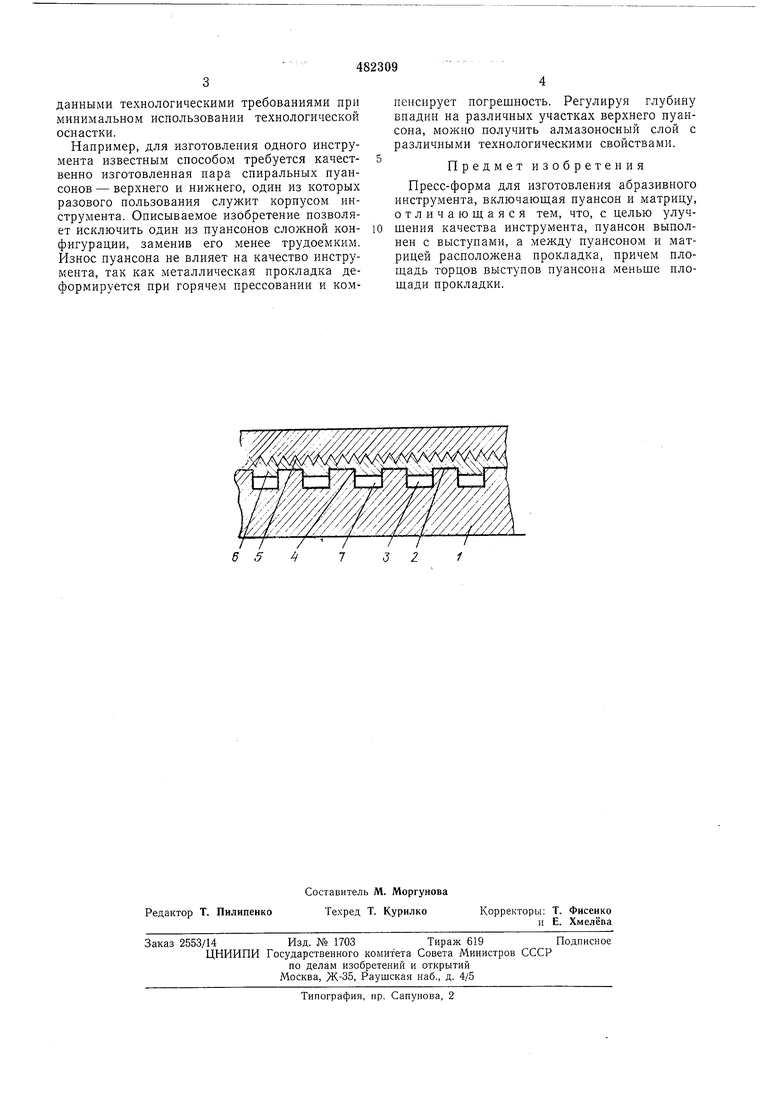
На чертеже схематически показана прессформа в рабочем положении.
Пресс-форма включает матрицу 1, выступы 2, камеры 3, пуансон 4, выступы 5 пуансона, металлическую прокладку 6, алмазосодержащий брикет 7.
Изготовление инструмента предлагаемой конструкции, например спиралевидной формы.
на металлической связке (80% меди, 20% олова) осуществляется известным способом за исключением операций термообработки и горячей подпрессовки. Указанные операции производятся после введения между пуансоном и матрицей металлической прокладки. Поскольку площадь торцов выступов 5 меньше площади выступов 2 или рабочей части алмазоносного слоя, удельное давление будет максимальным в местах сопряжения выступов 5 и металлической прокладки 6, а сопрягаемые участки выступов 2 и прокладки 6 равны, следовательно, деформация введенной прокладки произойдет со стороны пуансона 4. При этом
части прокладки, сопрягаемые с брикетом 7, останутся в исходном положении и осуществят подпрессоБку брикета. В момент выравнивания удельных давлений, т. е. когда твердость брикета достигнет максимума, прокладка в
местах сопряжения с брикетом деформируется и займет впадины пуансона 4.
Изготовленный таким способом алмазоносный слой может соединиться с прокладкой в процессе спекания методом диффузионного
припекания. Крепление к оправке или корпусу производится известным способом, например механическим. В качестве материала металлической прокладки используют латунь. Применение предлагаемой конструкции позволяет изготавливать алмазоносный слой с заданными технологическими требованиями при минимальном использовании технологической оснастки.
Например, для изготовления одного инструмента известным способом требуется качественно изготовленная пара спиральных пуансонов - верхнего и , один из которых разового пользования служит корпусом инструмента. Описываемое изобретение позволяет исключить одни из пуансонов сложной конфигурации, заменив его менее трудоемким. Износ пуансона не влияет на качество инструмента, так как металлическая прокладка деформируется при горячем прессовании и компенсирует погрешность. Регулируя глубину впадин на различных участках верхнего пуансона, можно получить алмазоносный слой с различными технологическими свойствами.
Предмет изобретения
Пресс-форма для изготовления абразивного инструмента, включающая пуансон и матрицу, отличающаяся тем, что, с целью улучшеиия качества инструмента, пуансон выполнен с выступами, а между пуансоном и матрицей расположена прокладка, причем площадь торцов выступов пуансона меньше площади прокладки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления алмазно-абразивных кругов | 1981 |
|
SU1044463A1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2100184C1 |
| Абразивный инструмент | 1979 |
|
SU848330A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРМОЗНОЙ КОЛОДКИ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА С ТВЕРДЫМИ ВСТАВКАМИ, ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ БРИКЕТА ПОЛИМЕРНОЙ КОМПОЗИЦИИ ТОРМОЗНОЙ КОЛОДКИ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА, ТОРМОЗНАЯ КОЛОДКА ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА С ТВЕРДЫМИ ВСТАВКАМИ | 2023 |
|
RU2816740C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНОЙ ЧАСТИ | 2007 |
|
RU2363804C2 |
| Пресс-форма для изготовления алмазно-абразивного инструмента | 1990 |
|
SU1822379A3 |
| Пресс-форма для изготовления абразивного инструмента | 1984 |
|
SU1217574A1 |
| Пресс-форма для изготовления алмазного инструмента | 1982 |
|
SU1106581A1 |
| Способ получения алмазно-абразивного инструмента | 1991 |
|
SU1785814A1 |
| ПРЕССОВЫЙ ИНСТРУМЕНТ | 2011 |
|
RU2484966C2 |
// / 65
1
