Изобретение относится к алмазноабразивнойу инструменту для обработки сферических и плоских поверхностей деталей из стекла, кварца, керамики и других материалов. Известен инструмент для обработки плоских и сферических поверхностей содержащий корпус и промежуточный слой, выполненный из пластично-деформирующего материала. На промежуточном слое выполнены впадины,образукйцие выступающие части, на которых закреплен абразивосодержащий алмазный слой. Выполнение промежуточнрго слоя из пластично-деформируемого материала позволяет изготавливать инструмен не только плоской, но и любой криволинейной формы путем холодной деформации этого слоя по соответствуняцему профилю корпуса, при зтом целостност абразивосодержащего слоя не нарушает ся 1 . Однако работоспособность такого инструмента зависит от высоты и ширины выступов, несущих абразивосодержащий слой и шага этих выступов. Под работоспособностью в данном случае понимается производительность обработки, качество и шероховатость обработанной поверхности. Целью изобретения является обеспе- чение оптимальной работоспособности инструмента. Указанная цель достигается тем, что в абразивном инструменте высоту выступов промежуточного слоя вьтолняют равной (0,2-0,7 от общей его высоты, а расстояние между выступами определяют из соотношения В/А 0,15-0,20, где В - расстояние между выступами, А - шаг выступов. Изобретение при изготовлении инструмента обеспечивает нормальную пропрессовку абразивосодержащего слоя и оптимальный коэффициент заполнения этим слоем поверхности инструмента. Степень пропрессовки степень уплотнения} абразивосодёржащего слоя оказьтает решающее влияние на физико-механические свойства абразивного слоя. Так, например, если абразивосодержашнй слой изготовлен на связке Ml с содержанием масс.%: меди 80; олова 20, то его прочность на,изгиб после уплотнения увеличивается в 1,5 раза.
Степень уплотнения характеризуется величиной усадки брикета, которая определяется высотой выступа пластично-деформируемого слоя.
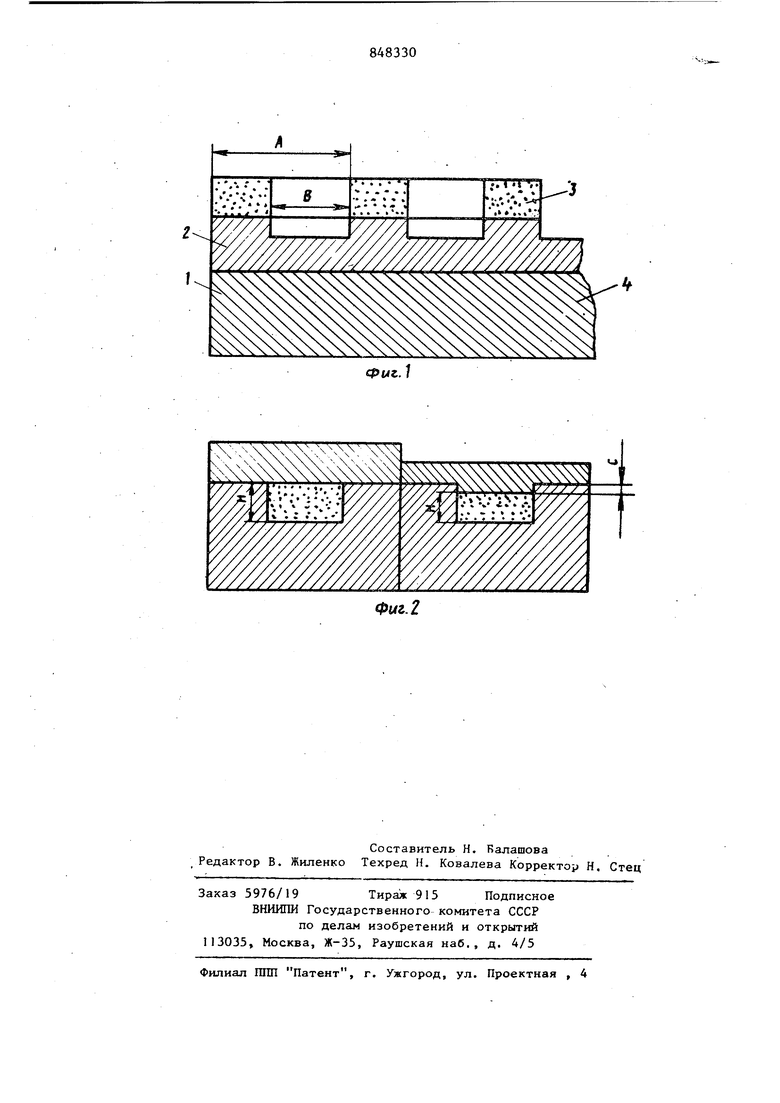
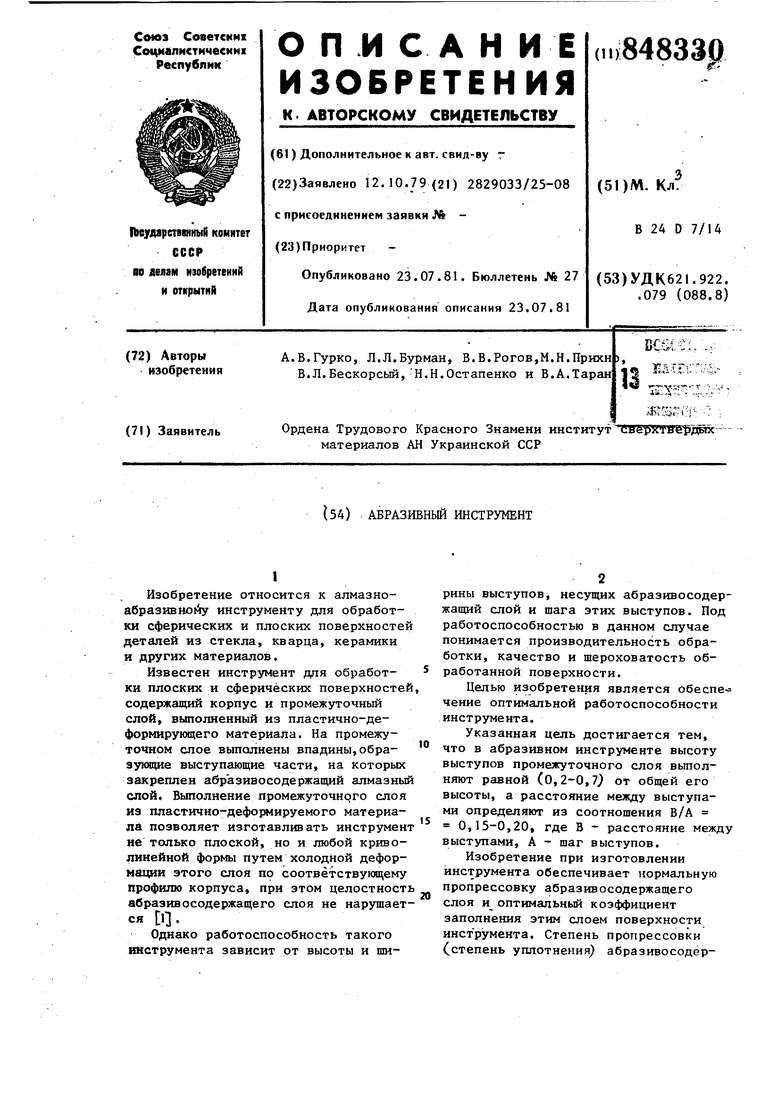
На фиг.1 представлен абра-зивный инструмент, общий вид;, на фиг.2 - схема прессования инструмента до и после уплотнения.
Инструмент состоит из пластинчато-деформируемого промежуточного слоя 1, на выступах 2 которого закрелен абразивосодержаший слой 3. Пластично деформируемый слой закрепляетс на корпусе 4, имеющем плоскую или криволинейную поверхность.
До уплотнения (фиг.2р абразивосодержащий брикет имеет толщину Н. В момент приложения усилия пластшно-деформируемый слой приобретает конфигурацию абразивного слоя и начинает выполнять функцию пуансона уплотняя брикет до толщины Н , т.е на величину усадки. Следовательно, высота выступа безалмазного слоя и величина усадки брикета взаимосвязаны и равны разности С высот брикета.
Обработка поверхности детали осуществляется как по методу притира, так и по методу жестких осей Инструмент совершает вращательное движение. Обрабатываемая деталь при жимается к инструменту под действи осевого усилия, совершает возвратно-поступательное и вращательное движения.
При отношении высоты пластичнодеформируемого слоя к общей его высоте менее 0,2 твердость алмазоносного слоя металлических связок, напр ер. Ml и М015, получается-значительно ниже, чем предусмотрено СТИ на данные связки. Это отрицателно влияет на производительность процесса обработки и качество обработанной поверхности. Смазка с низкой твердостью плохо удерживает алмазн
з«рна, что сказьюается на большом износе слоя.
Увеличение отношения пластично-деформируемого слоя к общей его высоте более 0,7 влечет за собой значительное увеличение твердости алмазоносного слоя. Инструмент в данном случае также теряет работоспособность, образуя на деталях выколки и царапины.
Испытания алмазных инструментов с отношением высоты пластично-деформируемого слоя к общей высоте в пределах 0,2-0,7 показывают высокую работоспособность этих инструментов.
Работоспособность инструментов с отношением В/А менее 0,15 и более 0,9 значительно ниже. В первом случае это связано с малым коэффициентом заполнения поверхности инструмента алмазоносным слоем, во втором - с появляющимся явлением оптического контакта. И то и другое отрицательно сказывается на работоспособности инструмента.
Повышение работоспособности инструмента при максимальном объеме его использования может дать до 300 тыс.руб. зконоьши.
Формула изобретения
Абразивный инструмент, содержащи корпус, снабженный вьшолненным из пластично-деформируемого материала промежуточным слоем, имеющим выступы и впадины, и абразивосодержащий слой, закрепленный на выступах промежуточного слоя, отличающийся тем, что, с целью обеспечения оптимальной работоспособности инструмента, высота выступов промежуточного слоя равна (0,2-0,7j от общей его высоты, а расстояние между выступами определяется из соотношения В/А 0,15-0,90, где В - расстояние между выступами, А - шаг выступов .
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 482309, кл. В 28 В 7/16, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивного инструмента | 1989 |
|
SU1764981A1 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2086394C1 |
| Правящий абразивный инструмент и способ его изготовления | 1983 |
|
SU1138304A1 |
| Алмазный отрезной круг | 1985 |
|
SU1323358A1 |
| Абразивный инструмент | 1984 |
|
SU1283071A1 |
| ПОРОШКОВЫЙ ИЗНОСОСТОЙКИЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2472866C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1991 |
|
RU2010679C1 |
| АЛМАЗНО-ТВЕРДОСПЛАВНАЯ ПЛАСТИНА | 2012 |
|
RU2541241C2 |
| АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2008189C1 |
| Металлическая связка для алмазного инструмента | 1980 |
|
SU963840A1 |