(54) СПОСОБ ГРАДУИРОВКИ ТОЧЕЧНОЙ МЕСДОЗЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ тарировки точечной месдозы | 1984 |
|
SU1262302A1 |
| Способ тарировки точечной месдозы | 1984 |
|
SU1262303A1 |
| Способ определения контактного касательного напряжения при прокатке | 1990 |
|
SU1771842A1 |
| Способ определения нормального контактного напряжения при прокатке | 1989 |
|
SU1771841A1 |
| Месдоза для замера контактных напряжений | 1982 |
|
SU1065054A1 |
| Силовоспроизводящее устройство для градуировки силоизмерительных датчиков на прокатных станах | 1990 |
|
SU1813209A3 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ УДЕЛЬНОГО ДАВЛЕНИЯ | 1971 |
|
SU312648A1 |
| ПЛАВАЮЩИЙ ГИДРАВЛИЧЕСКИЙ СИЛОИЗМЕРИТЕЛЬ | 1972 |
|
SU355514A1 |
| Устройство для определения энергосиловых параметров процесса обработки металлов давлением | 1979 |
|
SU854494A1 |
| Способ прокатки металлов | 1984 |
|
SU1243848A1 |
1
Изобретение относится к области измерительной техники и может найти применение при исследовании процессов обработки металлов давлением.
Известный способ градуировки точечной месдозы, основанный на нагружении рабочей поверхности штифта одновременно с рабочей поверхностью пуансона через металл, аналогичный обра батьшаемому, имеет недостаточную точность вследствие деформации полости под штифт.
Для уменьшения погрешности по предлагаемому способу многократпое нагружеиие осушествляют при последовательном смещении точки приложения равнодействующей, через лрокладки. Диаметр прокладок изменяют от диаметра штифта до диаметра полости под штифт, находят распределение удельных давлений в зоне над полостью под штифт, по сумме которых делают вывод об удельном давлении, действующем на штифт месдозы при различном его положении в очаге деформации.
Предлагаемый способ градуировки точечных месдоз состоит в том, что нагружение на поверхности штифта (производят многократно и вместе с то1ве|рхнастью непосредствешю рабочего деформирующего инструмента ,в зоне над его оводом полости под 1штифт. Для каждого процесса нагруження ,напружаемую ллоадь поверхности в зоне над сводом лолости под штифт изменяют ступенчато, в пределах от ллощади рабочей поверхности штифта до полной (плошадичповерхности золы над сводом полости под штифт. Градуировочные силы, рассредоточенные «а части поверхности зоны над оводом лолости под штифт, лрикладьгвают 1К поверхности деформо1руюшего инструмепта так, чтобы их равнодействующпе были приложены 1В различных , лел-гащих на щродольной .и иоларечной тгрямых поверхиостн деформирующего инструмента. Из.менение величины загружаемой площади и изменение точек приложения равнодействующей нагружаемой градуировочной силы производят в любой последовательности.
Это позволяет повысить точлость измерения удельных давлений, как при. разности жесткостей штифта и деформирующего инструмента, так и лри неравнамерном характере приложенной к поверхности инструмента силы в процессе обработки давлением, а определить величину ногрешности измерения, вызванной этими факторами.
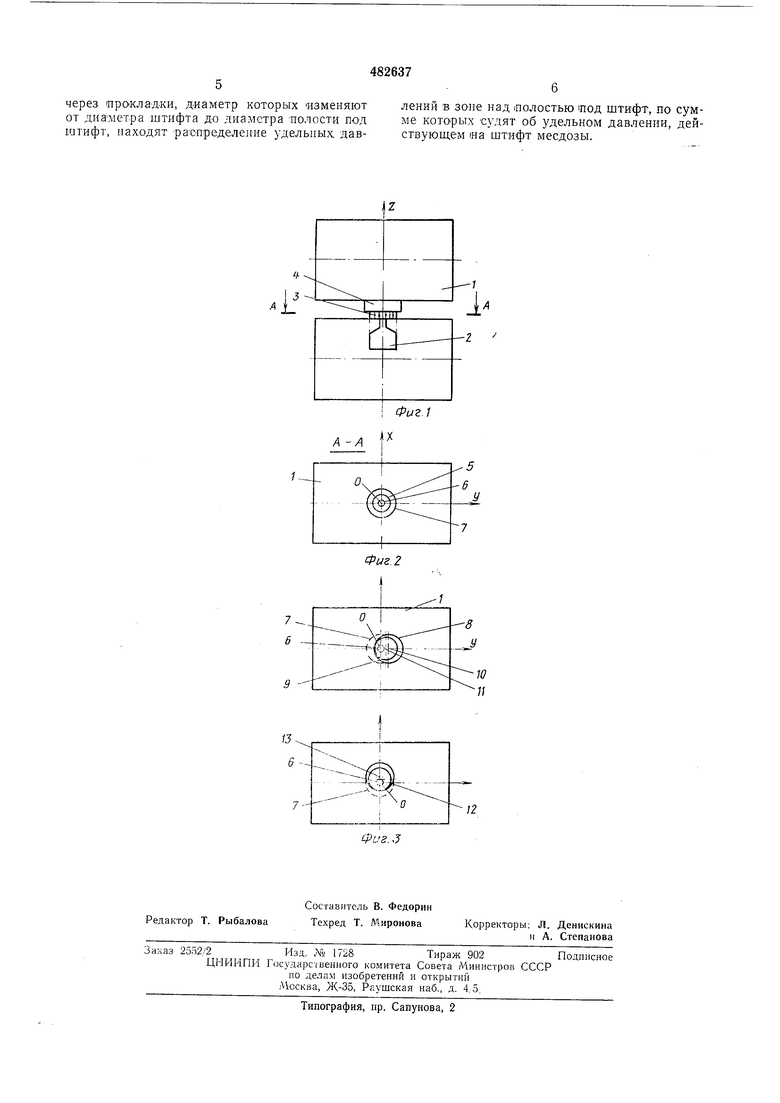
На фиг. 1 показаны штифт и деформирующий И1нструмеет, нагруженные равномерно рассредоточенной нагрузкой по всей зоне над
сводам полости под ЩТИФТ и с точкой |ПрИЛОжения равнодействующей в центре этой зоны; на фиг. 2 - сечение по А-А на фиг. I с
3
изображением границ нагружен ия лолиой и неполной иоверхностей зоны над сводом полости под штифт; на фиг. 3 - то же, с изменением точек Приложения равнодействующих градуировоч:ных СИЛ ВДОЛЬ продольной и пооеречной осей на Поверхиости деформирующего инструмента.
Способ Осуществляют следующ-им образом.
После сборки прокатных валков 1 с точечной месдозой 2 и монтажа их в рабочую клеть валок новоротом вокруг оси устанавливают так, чтОбы ось симметрии штифта месдозы была расположена В осевой плоскости обоих валков, а рабочая поверхность щтифта - между валками 1.
На ловерхности штифта и «валка кладут прокладку 3 из материала, аналогичного прокатываемому. Прокладку располагают концентрично рабочей поверхности щтифта. Между валками на прокладку устанавливают торцом стальной стержень 4 из материала с достаточно высоким пределом текучести по сравнению с материалом прокладки. Поверхность стержня и прокладка имеют профиль, сопрягаемый с поверхностью валка.
С томощью нажимного устройства ступенчато нагружают рабочие поверхности щтифта и валка в зоне над сводом полости под щтифт, а общее усилие контролируют, например, месдозами, уста«01вленным.и над иажим«ыми винтами. Результирующая ориложенной силы направлена но оси Z щтифта месдозы. Для каждого такого процесса напружения устанавливают прокладки с различными 1площадями оснований 5, но в пределах от величины плонд,ади б рабочей 1поверхности штифта, до ватичины площадн 7 поверхности зоны над сводом полости ПОД щтифт в рабочем .инструменте.
Зная общее давление Яобщ. и общую нагрул аемую через прокладку площадь . определяют удельные да-влениЯ лри градуировке для каждой ступени ма гружения
общ.
град. -
, по которым строят градуирообщ.
вочный график.
При последующих на.гружениях прокладки с максимальной 8 или промежуточной 9 площадью нагружаемой поверхности вместе со стержнем смещают через определенный интервал 1В .поперечном направлении у очага деформации, а поворотом валка смещают рабочую поверхность щтифта на некоторый угол относительно центров 10, 11 нагружаемых прокладок в продольном направлении У и центров 12, 13 в 1налравлении X. При этом рабочая поверхность штифта не выходит за пределы нагружаемой -площади, поскольку диаметр полости под щтифт значительно меньще диаметра валка, При соответствующем выборе размеров прокладки градуировочное усилие передаваемое на штифт и на поверхность :вал«а, можно принять как равномерное. Процессы «атружения как для изменяемых По
величине нагружаемых площадей, так и для иагружений с различными точками приложения их равнодействующей производят в любой последовательности. Для каждого процесса нагружения строят гра-дуировочный график.
Таким Образо.м, получают уточненное семействО градуировочных графиков для разных точек центров приложения равномерно распределенных сил «атружения ло заданной площади на поверхиости валка над сводом полости под щтифт и при различных по площади нагружаемых поверхностях, т. е. строят семейство градуировочных графиков для различных по плОЩади нагружения и расположения эпюр с равномерным распределением нагрузки па поверхности деформирующего инструмента в зоне над Сводом полости под щтифт.
Полученную в процессе измерения эпюру нагружения поверхности деформирующего инструмента в зоне над сводом его оолостн под штифт для каждого конкретного положения рабочей поверхности штифта в очаге деформации; раскладывают еа составляющие участки, для которых построены градуировочные характеристики (графики).
Пользуясь принципом независимости действия усилий, по соответствующему градуировочному графику определяют удельное давление для каждого участка эпюры. Суммируя последние, получают общее удельное давление, действующее па рабОЧий торец щтифта, для данного его положения в очаге деформации. При неточном совпадении приложения равнодействующей -какого-либо участка эПЮры С точкой приложения равнодействующей, для Которой построен градупровочный график, берут ближай-щий и 1производят оценочный расчет величины погрешности отноСительно любого градуировочного графика.
Таким образом, по полученным в процессе измерения эпюрам удельных давлений и по
семейству градуировочных графиков (нфеделяют величину погреш ности, -вызванной разностью деформации штифта и инструмента относительно любых точек приложения равнодействующей или в зоне над сводом полости под щтифт IB деформируюнд,ем -инструменте.
Предмет изобретения
Опособ градуировки точечной месдозы, основанный на нагружении рабочей поверхности
штифта одновременно с рабочей поверхностью пуансона через металл, аналогичный обрабатываемому, отличающийся тем, что, с целью уменьшения погрещности, многократное нагружение осуществляют, последовательно
смещая точки приложения равнодей-ствующей.
через прокладки, диаметр которых изменяют от дизметра штифта до диаметра :полости под штифт, находят распределение удельных, дав/-.
лений в зоне над полостью под штифт, по сумме которых судят об удельном давлении, дейсгвуюш,ем 1на штифт месдозы.
8
/55 7
2
