1
Изобретение относится к области термообработки и может быть использовано для контроля результатов закалки деталей на электромагнитной плите (диски фрикционных муфт, диски сеялок, фрезы прорезные, пилы дереворежущие, диски сегментных пил и др.).
Известные способы закалки обеспечивают получение продуктов распада аустенита мертенситного или промежуточного характера посредством охлаждения детали, нагретой до аустенитного состояния. Характер распада аустенита зависит от соотношения в каждом конкретном случае скорости охлаждения, физико-химических характеристик материала детали (прокаливаемости, химического состава и др.), а также размеров и формы детали. Существующие нромьш1ленные способы закалки не позволяют в течение процесса закалочного охлаждения получать информацию о характере происходящих структурных преобразований. Их результаты могут быть проконтролированы лищь после окончания процесса закалки механическими (контроль твердости), металлографическими (контроль микроструктуры), физическими (контроль удельной электропроводности, коэрцитивной силы и др.) методами.
Известны способы непрерывного наблюдения за процессом закалки образцов в лабораторных условиях. Эти способы позволяют
проследить кипетику процесса превращения непосредственно при закалочном охлаждении и основаны на дилатометрических измерениях (образца) в процессе закалочного охлаждения, или на магнитных измерениях.
Недостатками этих способов контроля процесса закалки является то, что промышленные способы позволяют сделать заключение о годности закаленной детали только после
окончания процесса и с помощью специальных контрольных приборов; лабораторные же способы позволяют лишь судить о протекании процесса превращения, не дают заключения о структуре детали, полученной в результате закалки, и не могут быть использованы в производственных условиях.
Цель изобретения - установление характера распада аустенита в течение процесса закалки.
Эта цель достигается тем, что в процессе закалочного охлаждения производится замер времени, истекшего от начала охлаждения детали до начала распада аустенита. Это время сравнивается с заранее известным контрольиым временем и но результатам сравнения делается заключение о характере распада аустенита, следовательно - о годности детали. Момент начала распада аустенита вне зависимости от характера распада (перлитное
превращение, промежуточное превращение
или мартенситное превращение) может быть индицирован по приобретению деталью магнитных свойств.
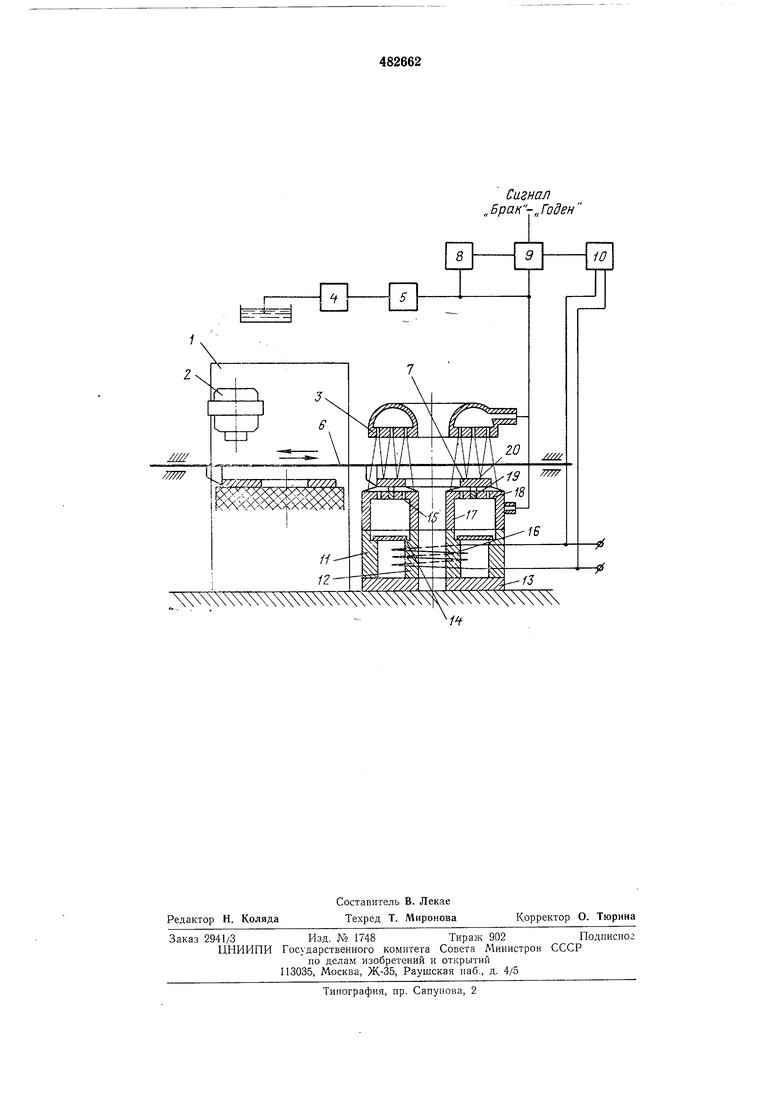
Ыа чертеже схематически показано устройство для реализации предлагаемого способа.
Устройство состоит из нагревателя 1 с фотопирометром 2, закалочной электромагнитной плиты, спреера 3, маслонасоса 4, клапана подачи закалочного масла 5, транспортера 6 для передачи детали 7 из нагревателя в закалочное устройство, устройство отсчета контрольного времени 8, устройства сравнения 9 и устройства индикации мартенситного превращения 10. Электромагнитная закалочная плита представляет собой кольцевой электромагнит с внешним притягивающимся якорем, роль которого выполняет закаливаемая деталь 7. Остов магнита состоит из двух стальных колец II, 12, соединенных в нижней части шайбой-основанием 13, а в верхней части - немагнитной вставкой 14. Между кольцами 11 и 12 помещается обмотка 16. Полюса плиты в виде стальных колец 17, 18 прибалчиваются к кольцам остова. В зазор между полюсами зачеканена латунная вставка 19. В полюсах расточен кольцевой канал, просверлены отверстия 15 и профрезерованы радиальные пазы 20 на торцевой поверхности.
Обмотка электромагнитной плиты питается постоянным током. Блок питания плиты постоянным током на чертеже не показан.
Контроль структуры деталей осуществляется следующим образом.
Деталь нагревают до закалочной температуры, достижение которой.регистрируется фотопирометром 2 закалочного нагревателя 1. Фотопирометр отключает нагреватель и подает команду транспортеру 6 на передачу детали 7. Нагретая деталь 7 передается транспортером 6 на позицию закалки и подвергается закалочному охлаждению. Закалочная жидкость подается в спреер 3 и электромагнитную плиту насосом 4 через клапан 5. Одповременно подаются команды на устройство отсчета контрольного времени 8 (в виде, например, моторного реле времени) на начало отсчета времени устройству сравнения 9. В момент начала распада аустенита деталь
приобретает магнитные свойства, вследствие чего ток в обмотке закалочной плиты изменяется. Это изменение тока регистрируется устройством индикации распада аустенита 10, которое подает сигнал о начале распада на
устройство сравнения 9. В случае несовпадения времени, истекшего от конца нагрева до начала распада аустенита, с контрольным временем на величину, большую допустимой А/ (при стабильном времени передачи детали
из нагревателя в закалочное устройство), устройство сравнения вырабатывает сигнал «брак. В случае, если закалочная жидкость по каким-либо причинам не подавалась, также вырабатывается сигнал «брак.
Предмет изобретения
Способ контроля структуры стальных деталей при закалке, основанный на измерении намагниченности закаливаемой детали, отличающийся тем, что, с целью установления характера распада аустенита в течение процесса закалки, производят замер времени от начала охлаждения закаливаемой детали до момента начала распада аустенита и сравнивают это время с контрольным и по сравнению этих времен судят о характере распада аустенита.
Сигнал „Брак -„Годен
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ закалки деталей | 1984 |
|
SU1250585A1 |
| Способ термической обработки крупногабаритных стальных плит | 1985 |
|
SU1280032A1 |
| Закалочная среда | 1985 |
|
SU1359313A1 |
| СПОСОБ ТЕРМООБРАБОТКИ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2001 |
|
RU2178004C1 |
| Способ термообработки высоколегированных вторично-твердеющих сталей | 1979 |
|
SU991518A1 |
| Способ закалки быстрорежущей стали | 1990 |
|
SU1788045A1 |
| СПОСОБ ЗАКАЛКИ КРУПНОГАБАРИТНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2219251C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ ДЕТАЛЕЙ ИЗ НИЗКОУГЛЕРОДИСТЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2017 |
|
RU2639082C1 |
| Способ термической обработки детали из стали | 2022 |
|
RU2800483C1 |
| Способ закалки стали | 1978 |
|
SU797243A1 |