Изобретение относится к термической обработке и может быть использовано при закалке легированных сталей, требую1Ц1гх промежуточные скорости охлаждения.
Цель изобретения - повьшение долговечности деталей.
Нагретую контактным способом до . емпературы закалки деталь спрейерно охлаждают водой, предварительно отключив электрический ток, достижении деталью температуры, на 30- 50°С превышающей температуру начала мартенситного превращения, автоматически включается контактный нагреватель и по летали пропускают ток плотностью, обеспечивающей скорость охлаждения детали в мартенситном интервале температур 30-100 град/с, продолжая охлаждение в воде.
При этом в объеме закаливаемой детали возникает тепловая энергия, тормозящая ее охлаждение. Изменяя далее ве1П1чину тока по заданной программе , а следовательно тепловую энергию, выделяем то в результате прохождения электрического тока через деталь, можно получить любую скорость охлаждения в заданном температурном интервале.
При включении электрического тока при температуре, превышающей температуру начала мартенситного превращения более, чем на 50°С, наблюдается распад переохлажденного аус- тенита в промежуточной области.
При включении электрического тока при температуре, превышающей температуру начала мартенситного превращения менее, чем на 30 С, затруд- няется торможение скорости охлаждения детали в мартенситном интервале что приводит к образованию трещин.
Превышение скорости охлаждения 100 град/с представляет опасность с точки зрения возникновения трещин вследствие повьш1енньгх термических напряжений .
Охлаждение со скоростью ниже 30 град/с приводит к появлению про-
10
15
20
505852
межуточных продуктов распада аусте- нита, снижающих свойства стали.
Пример. Проводят термическую обработку деталей из стали марки 38ХС диаметром 14 мм и длиной 400 мм/ Деталь типа Цилиндрическая ось нагревают контактным способом до 900 С. Затем электрический ток отключают и на деталь из спрейера подают воду. Контроль охлаждения детали до температуры начала мартенситного превращения (320 С) осуществляется при помощи термопары, зачеканенной в деталь. При достижении температуры включается контактный нагреватель и через деталь пропускают электрический ток, изменяющейся плотности.
Температурный интервал, в котором заготовка должна охлаждаться со скоростью 30-100 град/с, составляет 320 +(30-50) f200, где ГОО С - нижняя граница мартенситного превращения (М) .
Для детали из данной стали и данного диаметра пропускали ток плотностью 8,86 10 до 7,33-10 А/м в течение 3,5 с.
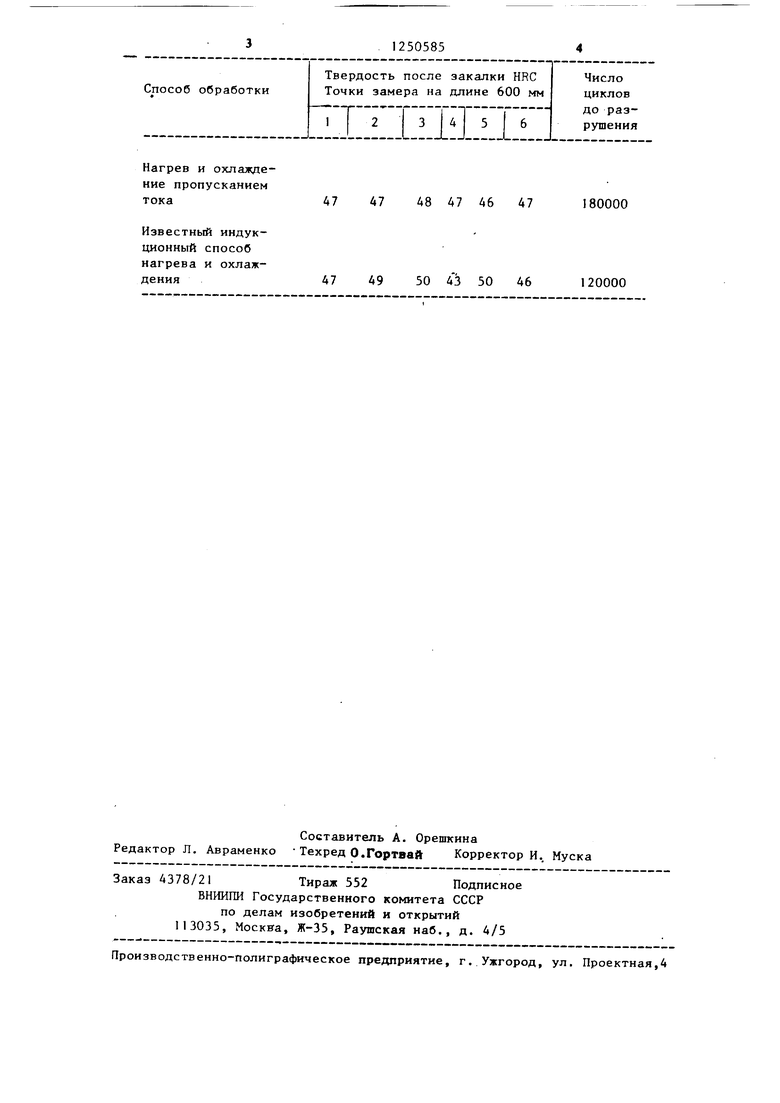
В таблице представлены испытание твердости образцов и усталости пружин стали 38ХС.
Изменяя плотность тока, пропускаемого через деталь, можно добиться любой скорости охлаждения в мартенситном интервале для любых марок сталей различного сечения, что позволяет выравнивать напряжения в закаливаемой детали, исключая тем самым образование трещин при закалке, повысить долговечность благодаря снижению разброса твердости после закалки и стабилизировать упругие свойства.
Использование предлагаемого способа закалки позволит применять для любых высоколегированных сталей де- щевую и безвредную закалочную среду - воду.
Способ обработки
Твердость после закалки HRC Точки замера на длине 600 мм
nziiHiiz
Нагрев и охлаждение пропусканием тока
47 47 48 47 46 47
47 49 50 43 50 46
Число циклов до разрушения
180000
120000
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ констроля структуры стальных деталей при закалке | 1973 |
|
SU482662A1 |
| Способ изотермической закалки легированных сталей | 1983 |
|
SU1164282A1 |
| Способ термической обработки высокопрочных нержавеющих мартенситностареющих сталей | 1980 |
|
SU876746A1 |
| Закалочная среда | 1979 |
|
SU863671A1 |
| Закалочная среда | 1986 |
|
SU1339141A1 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ ОХЛАЖДЕНИЕМ | 2006 |
|
RU2323264C1 |
| Способ термической обработки валков | 1979 |
|
SU885302A1 |
| Закалочная среда | 1985 |
|
SU1359313A1 |
| Закалочная среда | 1988 |
|
SU1615196A1 |
| Способ обработки штамповых сталей | 1977 |
|
SU771173A1 |
| Новиков И.И | |||
| Теория термической обработки металлов | |||
| М.: Металлургия, 1978, с | |||
| Нагревательный прибор для центрального отопления | 1920 |
|
SU244A1 |
| Способ закалки изделия | 1941 |
|
SU62750A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
