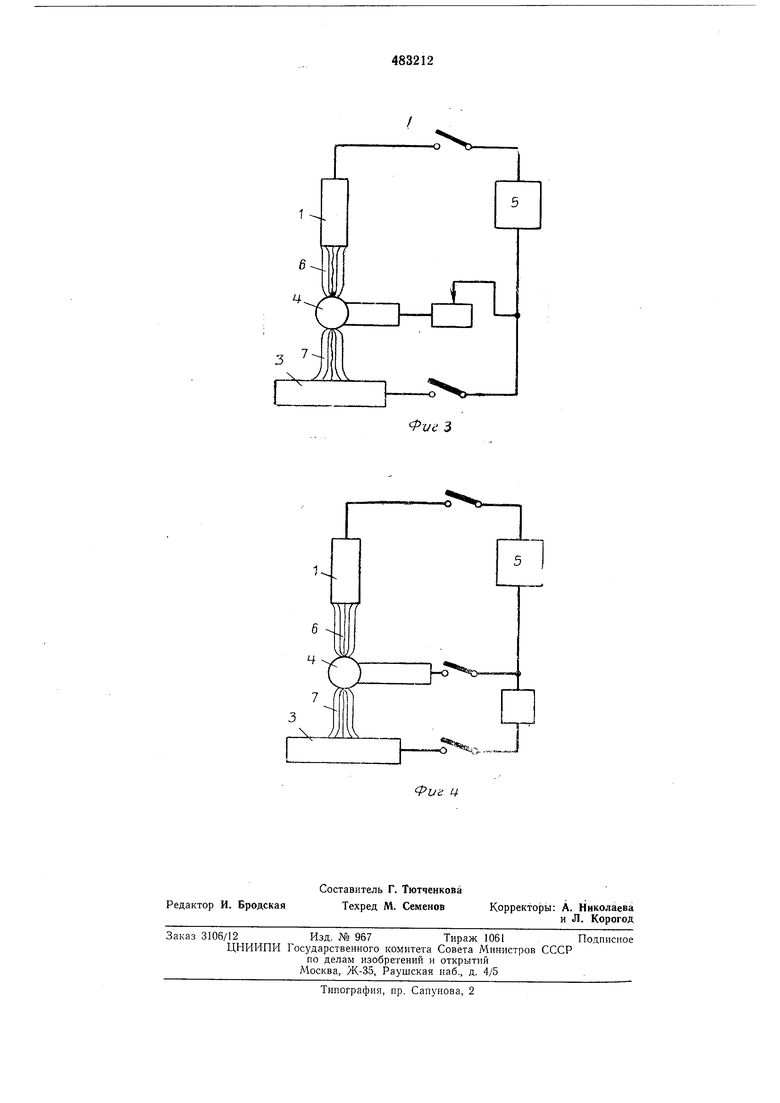
а также возможность отключения из элементов сварочной цепи (фиг. 3 и 4).
Теиловую мощность дуг регулируют в зависимости от величины диаметра стержня и толщины изделия с учетом тенлофизических свойств свариваемых металлов. Например, при толщине изделия, значительно превышающей диаметр стержня, силу тока дуги 6 между стержнем 1 и электродом 4 устанавливают менее силы тока дуги 7 между электродом 4 и изделием 3. Благодаря раздельной схеме нагрева величину тепловложения можно регулировать также за счет длительности горения каждой из дуг. Так, например, для приварки стержней к тонким пластинам время горения дуги 7 сокращают по сравнению с временем горения дуги 6.
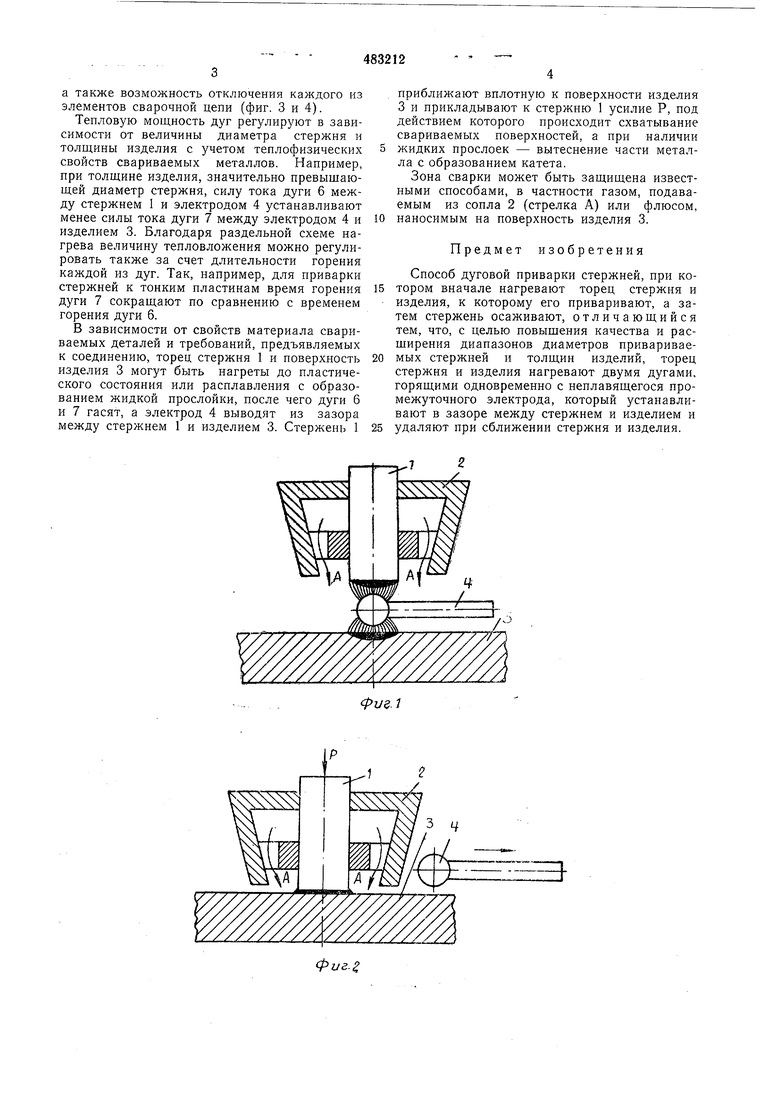
В зависимости от свойств материала свариваемых деталей и требований, предъявляемых к соединению, торец стержня 1 и поверхность изделия 3 могут быть нагреты до пластического состояния или расплавления с образованием жидкой прослойки, после чего дуги 6 и 7 гасят, а электрод 4 выводят из зазора между стержнем 1 и изделием 3. Стержень 1
приближают вплотную к поверхности изделия 3 и прикладывают к стержню 1 усилие Р, под действием которого происходит схватывание свариваемых поверхностей, а при наличии жидких прослоек - вытеснение части металла с образованием катета.
Зона сварки может быть защищена известными способами, в частности газом, подаваемым из сопла 2 (стрелка А) или флюсом, наносимым на поверхность изделия 3.
Предмет изобретения
Способ дуговой приварки стержней, при котором вначале нагревают торец стержня и изделия, к которому его приваривают, а затем стержень осаживают, отличающийся тем, что, с целью повышения качества и расщирения диапазонов диаметров привариваемых стержней и толщин изделий, торец стержня и изделия нагревают двумя дугами, горящими одновременно с неплавящегося промежуточного электрода, который устанавливают в зазоре между стержнем и изделием и удаляют при сближении стержня и изделия.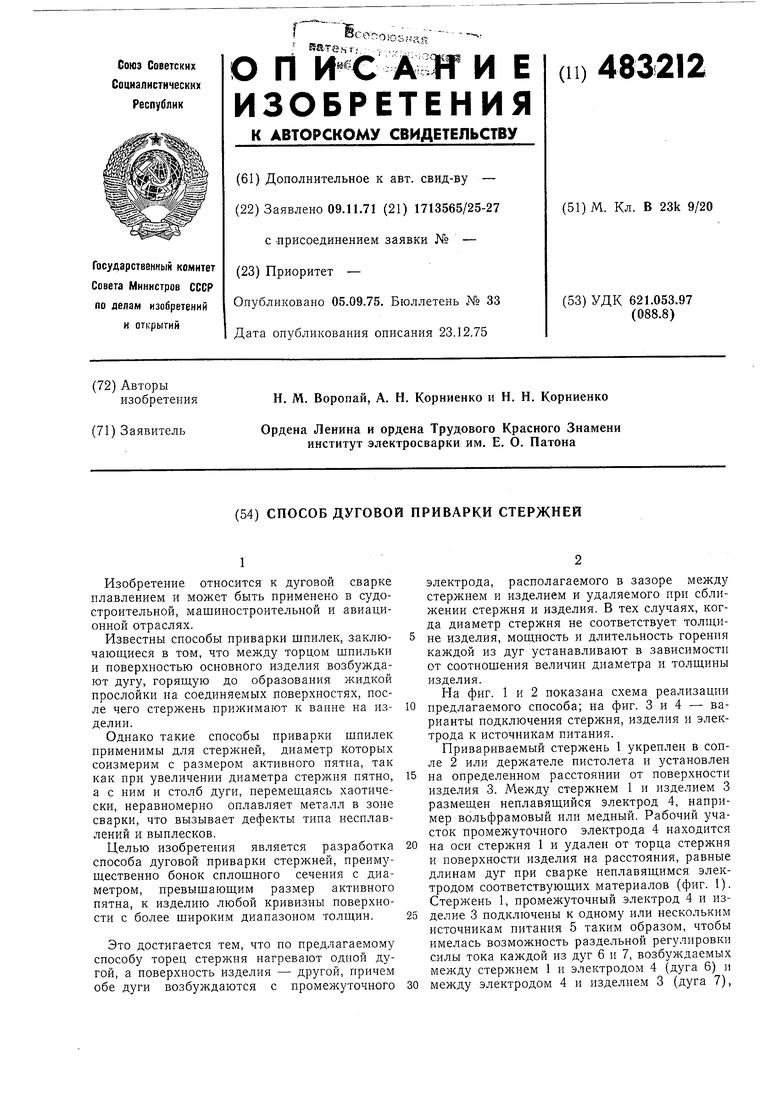
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой приварки полых стержней | 1978 |
|
SU770694A1 |
| Способ стыковой сварки оплавлением полых элементов с изделием | 1988 |
|
SU1637973A1 |
| Способ измерения силового воздействия дуги на сварочную ванну | 1989 |
|
SU1655730A1 |
| Способ дуговой сварки проволоки с листом | 1980 |
|
SU944837A1 |
| ЭЛЕКТРОЗАКЛЕПОЧНОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2375161C2 |
| Способ сварки под флюсом наклонного соединения анкерного стержня с элементом проката | 1982 |
|
SU1117165A1 |
| Способ контактной сварки стержня с пластиной | 1975 |
|
SU556010A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| Способ приварки технологических элементов к трубопроводу | 1981 |
|
SU1058182A1 |
| Устройство для электродуговой приварки стержней | 1981 |
|
SU959946A1 |
J
Ц
