1
Известны соединения валов с помощью резьбовой дифференциальной муфты, наворачиваемой на присоединяемый вал после предварительной раздвижки валов. При стыковке тяжелых объектов, а также в случае центрирования соединяемых валов коническим шипом предварительная раздвижка валов нарушает их рабочее положение.
С целью улучшения условий монтажа тяжелых крупногабаритных объектов за счет их центрирования на коническом шипе перед навертыванием муфты резьба муфты и присоединяемого вала выполнена со впадиной, размер которой превышает толщину иитки на величину произведения разности шагов резьб муфты на число рабочих ниток присоединяемого вала, а заход боковой нерабочей поверхности нитки муфты совпадает с заходом боковой нерабочей поверхности нитки присоединяемого вала.
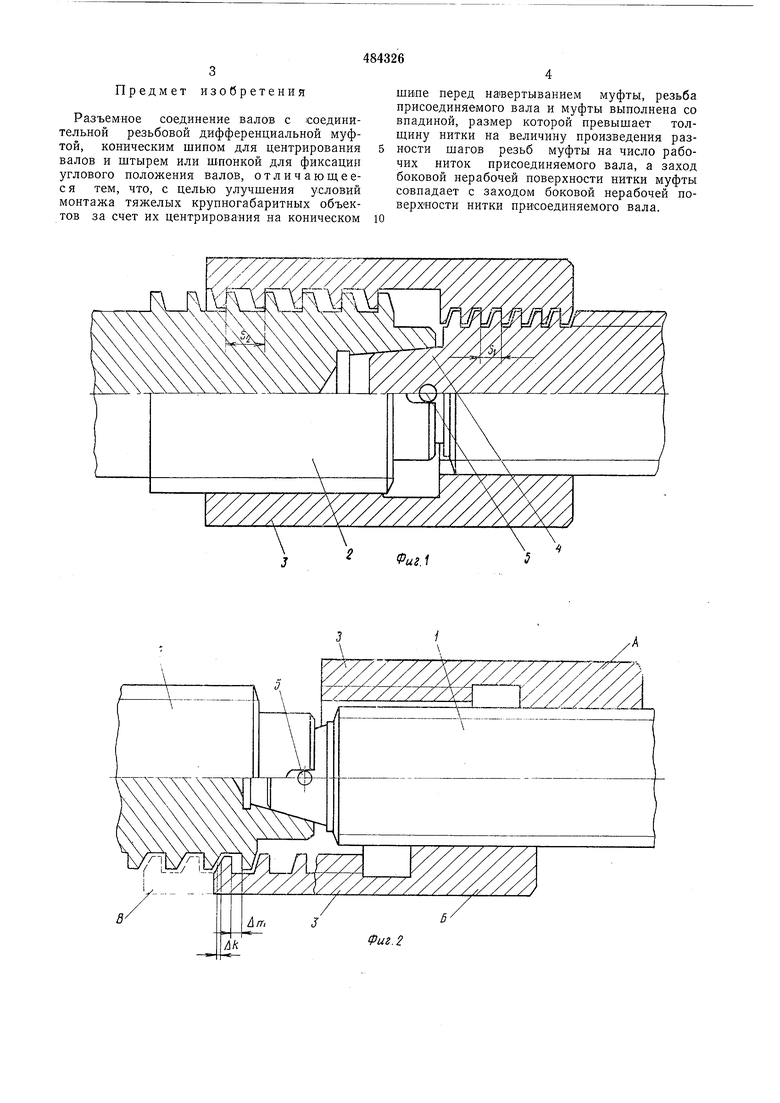
На фиг. 1 изображено предлагаемое соединение в положении после затяжки муфты, общий вид; на фиг. 2 - соединение, продольный разрез (последовательные положения А, Б и В муфты при сборке).
Соединение состоит из валов 1 и 2 и соединительной резьбовой дифференциальной муфты 3. Вал 1 имеет на конце конус 4, фиксирующий штырь 5 и резьбу с шагом 5i. На конце присоединяемого вала 2 выполнено коническое гнездо (паз) под щтырь 5 и резьба с шагом S2. На одном конце муфты выполнена резьба с шагом Sj, а на другом - с щагом 52, причем . Резьба муфты 3 и присоединяемого вала 2 с шагом Sz выполнена с осевым зазором А, величина которого равна или больше произведения разности шагов Sj и Si резьб муфты на число рабочих ниток «2 резьбы присоединяемого вала 2
A(S2 -Si)-;i2.
Перед стыковкой валов муфта 3 навернута на резьбу вала 1 таким образом, что не мешает посадке присоединяемого вала 2 на конус 4. При стыковке вал 2 садится на конус 4 и ориентируется фиксирующим штырем 5, занимая рабочее положение А. При наворачивании муфты 3 на присоедиияемый вал 2 в первый момент между нитками резьбы муфты и нитками резьбы присоединяемого вала 2 опереди образуется зазор Ak, а сзади зазор Am (положение Б). С каждым оборотом муфты зазор Ak увеличивается, а зазор Am уменьшается. Когда муфта навернется на нужное
число ниток П2, определенное расчетом на прочность, зазор Am уменьшается до нуля, и муфта стягивает валы 1и2 в осевом направлении (положение В). В процессе наворачива.ния муфты рабочее положение вала 2 не
нарушается.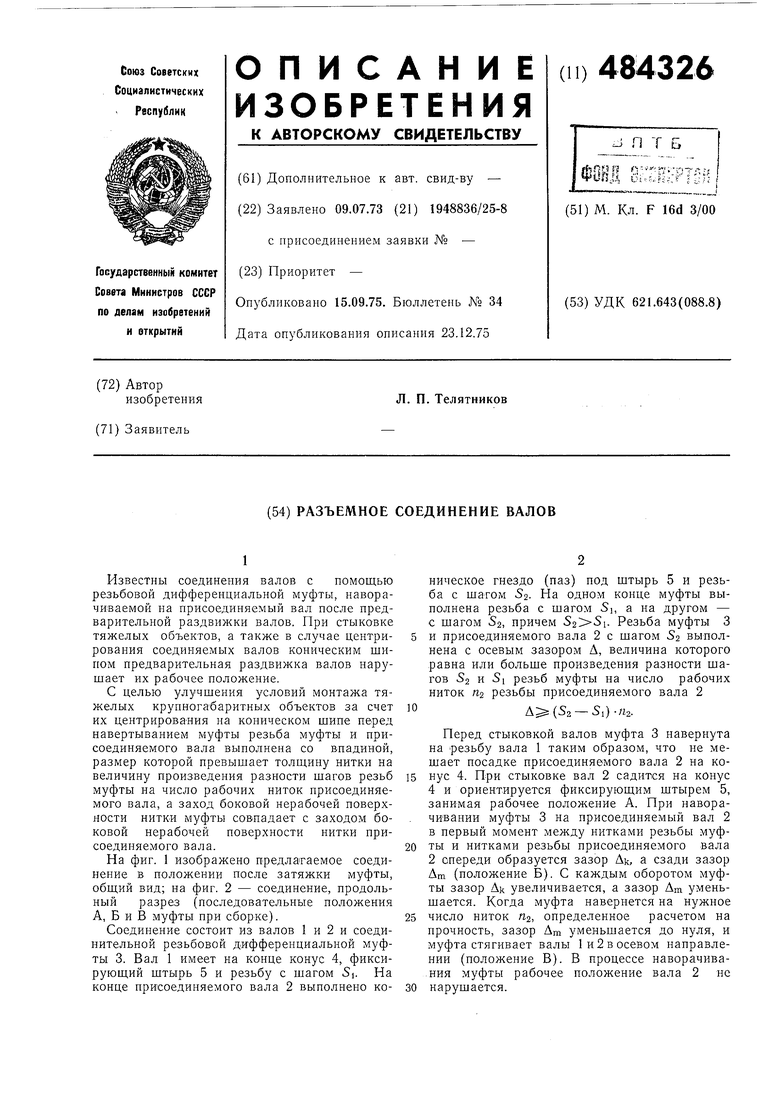
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ВОССТАНОВЛЕНИЯ КОНИЧЕСКИХ РЕЗЬБ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 1998 |
|
RU2141890C1 |
| ТРУБНОЕ СОЕДИНЕНИЕ С КОНИЧЕСКОЙ УДЛИНЕННОЙ РЕЗЬБОЙ ТРЕУГОЛЬНОГО ПРОФИЛЯ | 2008 |
|
RU2386072C1 |
| ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ КОНИЧЕСКОЙ РЕЗЬБЫ ДЕТАЛЕЙ | 2004 |
|
RU2271912C1 |
| РЕЗЬБОВОЕ ДВУХУПОРНОЕ СОЕДИНЕНИЕ С ВЫСОКИМ ПЕРЕДАВАЕМЫМ КРУТЯЩИМ МОМЕНТОМ | 2008 |
|
RU2386887C1 |
| БЫСТРОРАЗЪЕМНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ С МНОГОЗАХОДНОЙ РЕЗЬБОЙ | 2016 |
|
RU2687696C1 |
| Метчик ступенчатый | 1990 |
|
SU1815036A1 |
| ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ КОНИЧЕСКОЙ РЕЗЬБЫ ДЕТАЛЕЙ | 2004 |
|
RU2271270C1 |
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ, ГЕРМЕТИЧНОЕ ПО ОТНОШЕНИЮ К ОКРУЖАЮЩЕЙ СРЕДЕ | 2003 |
|
RU2306473C2 |
| Жгутоформирующий орган машины для сшивания сетных полотен | 1981 |
|
SU1318620A1 |
| ШТУЦЕРНОЕ СОЕДИНЕНИЕ | 1992 |
|
RU2084748C1 |
