1
Изобретение относится к системам автоматизированного управления и может быть использовано для контроля и управления технологическим процессом с дискретным характером производства, например, автоматно-механического.
Известны системы управления технологическим процессом, содержащие машину централизованного контроля, связанную с устройствами счета продукции и пультами рабочих мест, включающими ироизводственное оборудование с соответствующими приводами, и многомерное устройство контроля линейных размеров.
Известные системы предназначены для управления технологическим процессом с непрерывным характером производства и не обладают достаточной точностью при управлении процессами с дискретным характером ироизводства. Кроме того, известные системы сложны и недостаточно надежны.
С целью повышения точности и надежности работы системы, она содержит запоминающее устройство, статистический анализатор, распределительное устройство, программный блок, цифропечатающую мащинку, элементы индикации пультов рабочих мест, исполнительные переключатели, схемы совпадения и оконечные реле, причем выходы многомерного устройства контроля линейных размеров связаны с последовательно соединенными запоминающим устройством, статистическим анализатором и распределительным устройством, соответствующий вход которого связан с программным блоком, а выходы - с цифропечатающей машинкой, элементами индикации пультов рабочих мест и исполнительными переключателями; одни входы схем совпадений соединены с устройствами счета продукции,
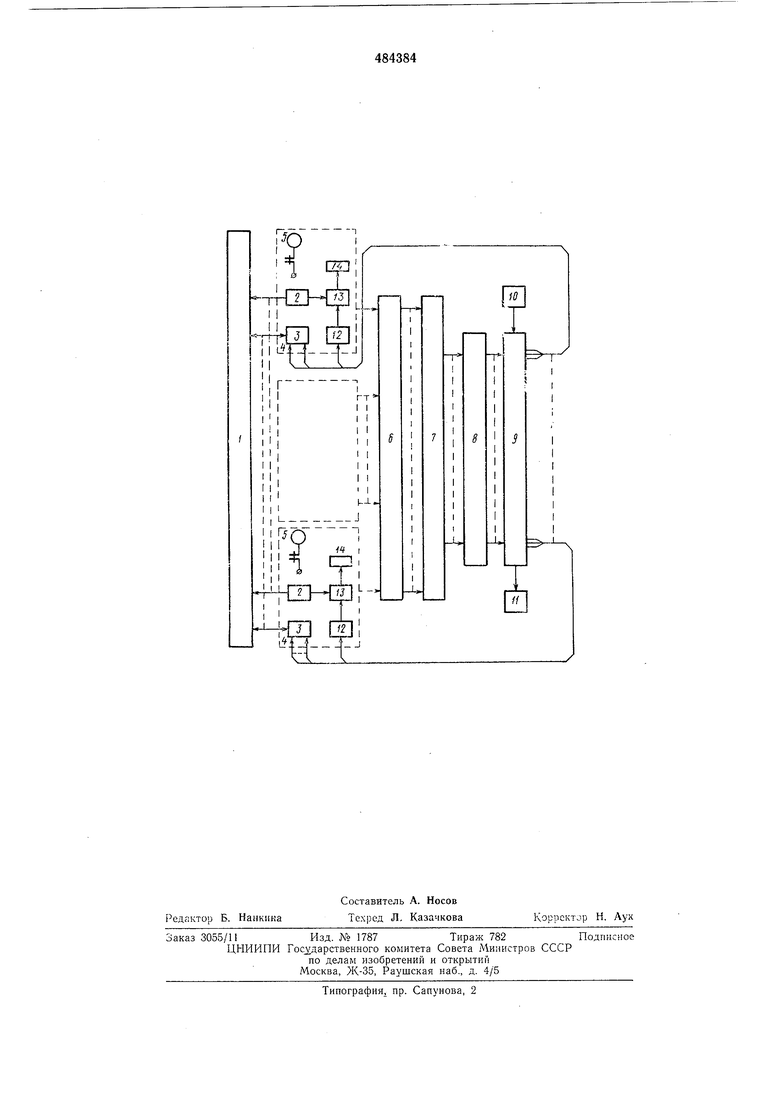
другие - с исполнительными переключателями, а выходы - с оконечными реле, нормально замкнутые контакты которых включены в цепи управления приводов. На чертеже представлена структурная схема предлагаемой системы.
Система содержит мащину 1 централизовал ного контроля, связанную с устройством 2 счета продукции и пультами 3 рабочих мест 4, включающих технологическое оборудование с
соответствующими приводами 5; многомерное устройство 6 контроля линейных размеров,запоминающее устройство 7, статистический анализатор 8, распределительное устройство 9, программный блок 10, цифропечатающую мащинку 11, исполнительные переключател;. 12, схемы совпадения 13 и оконечные реле 14. Система работает следующим образо./ Мащина 1 централизованного контроля производит сбор и регистрацию информации о количестве изготовленной продукции, врем / простоев оборудования по каждому рабочему месту 4 и осуществляет вызывную сигнализацию работников вспомогательных служб, причем рабочим местом считается отдельная единица технологического оборудования или группа оборудования, образующая линию с неразрывной технологией. Информация о количестве изготовленных деталей поступает в машину 1 централизованного контроля с устройств 2 счета продукции. Вызывная сигнализация и установка причин простоя технологического оборудования может осуществляться автоматически с устройств локальной автоматики или вручную с помощью тумблеров, установленных на пультах 3 рабочих мест 4. С каждого рабочего места через определенный промежуток времени автоматически или вручную берется выборка деталей и передается на многомерное устройство 6 контроля линейных размеров (после предварительной промывки деталей). Данные о результатах контроля заносятся в запоминающее устройство 7. После контроля всей выборки деталей ипформация в виде электрических сигналов с соответствующих выходов запоминающего устройства 7 поступает на вход статистического анализатора 8, который автоматически обрабатывает результаты контроля линейных размеров выборки деталей (например, по методу группировок). Статистический анализатор 8 вычисляет сумму 2 п++п- и разность Р п+-п-, знак этой разности и дает команду на автоматическое выключение технологического оборудования (например, токарного автомата), если сумма Б и разность Р превысят допустимые значения для данной выборки деталей. Здесь: п+ - количество деталей в выборке, размеры которых превышают верхнюю контрольную границу; п - количество деталей в выборке, размеры которых меньше нижней контрольной границы. Команда на выключение технологического оборудования в виде электрического сигнала с выхода статистического анализатора 8 через распределительное устройство 9, управляемое программным блоком 10, поступает па исполнительный переключатель 12 того рабочего места 4, выборка деталей с которого анализируется в данный момент статистическим анализатором 8. Установка номера рабочего места, количество деталей в выборке и допустимых значений суммы Е и разности Р производится программным блоком 10. Одновременно статистический анализатор 8 передает информацию о контролируемой выборке деталей через соответствующие выходы распределительного устройства 9 на элементы индикации пультов 3 рабочих мест 4. Индикация о результатах контроля данной выборки деталей сохраняется на табло пульта 3 рабочих мест до следующей выборки. Результаты каждой выборки деталей автоматически печатаются цифропечатающей машинкой И, сигналы на которую поступают с выхода статистического анализатора 8 через соответствующие выходы распределительного устройства 9. Выключение технологического оборудования при превышении допустимых значений суммы 2 и разности Р произойдет в момент поступления сигнала с выхода соответствующего устройства 2 счета продукции на вход схемы совпадений 13. В этом случае от сигнала, снимаемого с выхода схемы совпадений, сработает оконечное реле 14. Нормально замкнутые контакты его разомкнутся и выключится привод технологического оборудования. После выключения привода в соответствующей вспомогательной службе загорается сигнал простоя, после чего .производится подналадка данного технологического оборудования на требуемый размер обрабатываемой детали и дальнейшее включение привода технологического оборудования. Предмет изобретения Система управления технологическим процессом с дискретным характером производства, содержащая машину централизованного контроля, связанную с устройствами счета продукции и пультами рабочих мест, включающими технологическое оборудование с соответствующими приводами, и многомерное устройство контроля линейных размеров, о т л ичающаяся тем, что, с целью повышения точности и надежности . работы системы, она содержит запоминающее устройство, статистический анализатор, распределительное устройство, программный блок, цифропечатающую машинку, элементы индикации пультов рабочих мест, исполнительные переключатели, схемы сов падения и оконечные реле, причем выходы многомерного устройства контроля линейных размеров связаны с последовательно соединенными запоминающим устройством, статистическим анализатором и распределительным устройством, соответствующий вход которого связан с программным блоком, а выходы с цифропечатающей машинкой, элементами индикации пультов рабочих мест и исполнительными переключателями, одни вхоы схем совпадений соединены с устройствами чета продукции, другие - с исполнительными переключателями, а выходы - с оконечными реле, нормально замкнутые контакты которых ключены в цепи управления приводов.

| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления технологическим процессом дискретного производства | 1984 |
|
SU1251110A1 |
| Устройство для контроля работы и простоя оборудования | 1975 |
|
SU507886A1 |
| Автоматизированная система управления производственными процессами | 1973 |
|
SU492852A1 |
| УСТРОЙСТВО для ЦЕНТРАЛИЗОВАННОГО | 1972 |
|
SU326580A1 |
| Устройство для диспетчерской дуплексной связи | 1985 |
|
SU1293853A1 |
| Оконечное устройство к дефектоскопу | 1977 |
|
SU658465A1 |
| Устройство для статистического контроля | 1978 |
|
SU763856A1 |
| Система управления технологическим процессом выпуска продукции | 1978 |
|
SU665288A1 |
| ВСЕСОЮЗНАЯ ПДТГНТНП-Tryi-fj.Tr IШ1 | 1973 |
|
SU377834A1 |
| Устройство для контроля оборудования | 1973 |
|
SU594504A1 |