1
Изобретение относится к системам автоматизированного управления и может быть использовано для контроля и управления технологическим процессом с дискретным характером производства, например автоматно-механического.
Известна система управления, содержащая объект управления, устройство местной автоматики, подключенное к устройству связи с объектом, преобразователи цифра- аналог, цифровые регуляторы, управляющую вычислительную машину, машину сбора и первичной обработки информации и выходные устройства 1.
Недостаток такой системы состоит в ее сложности.
Наиболее близкой по технической сущности к предложенному устройству является система для управления технологическим процессом, содержащая устройство централизованного контроля, входами соединенное с первыми выходами блоков управления рабочими местами, вторые выходы которых подключены через последовательно соединенные блоки контроля параметров продукции, блок памяти и анализатор к первым входам блоков управления рабочими местами, а второй выход анализатора соединен с входом регистратора 2.
К недостатку этой системы относятся ее узкие функциональные возможности.
Цель изобретения - расширение функциональных возможностей системы. Указанная цель достигается тем, что в систему введены счетчик продукции, блок сравнения, блок задания уставок и блок команд, выходы которого подключены к вторым входам блоков управления рабочими местами, а входы - к выходам блока сравнения, первые входы которого соединены с выходами блока задания уставок, а вторые входы - с выходами счетчика продукции, входами подключенного к соответствующим выходам блоков управления рабочими местами.
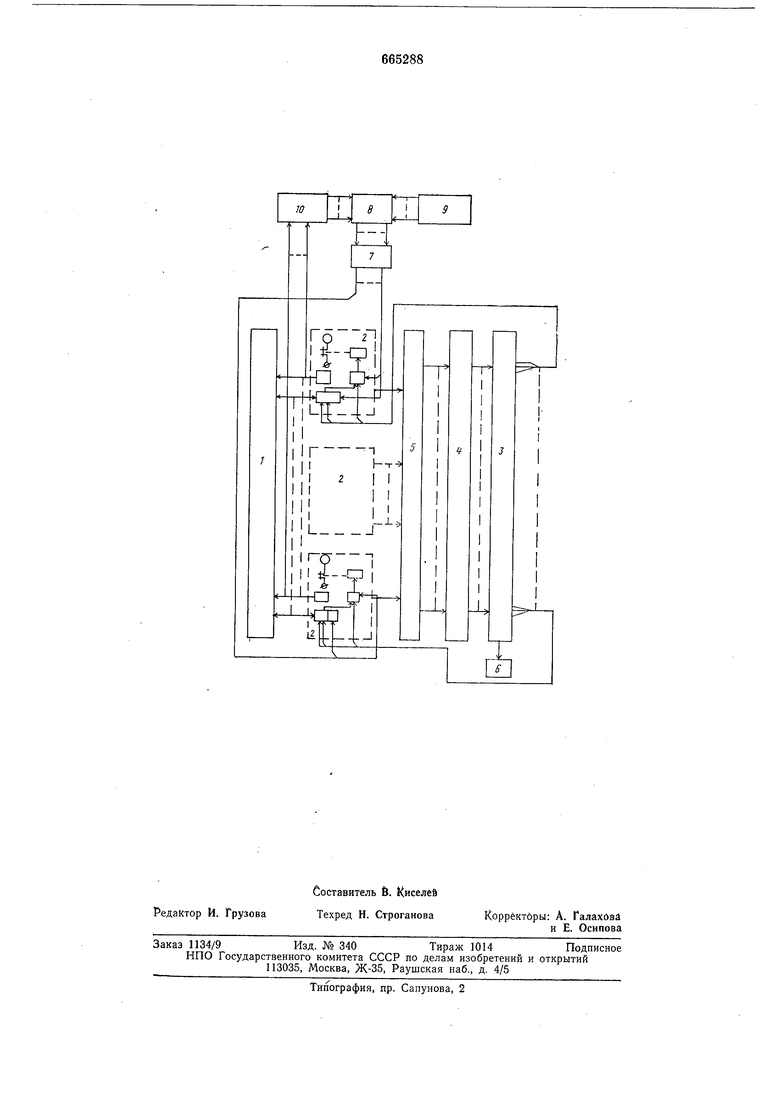
Схема системы показана на чертеже. Система содержит устройство 1 централизованного контроля, блоки 2 управления рабочими местами, анализатор 3, блок 4 памяти, блок 5 контроля параметров продукции, регистратор б, блок 7 команд, блок 8 сравнения с блоком 9 задания уставок и счетчик 10 продукции.
Система работает следующим образом. Устройство производит сбор и регистрацию информации о количестве изготовленной продукции, времени простоев оборудо вания по каждому рабочему месту через блоки 2 управления рабочими местами и
осуществляет вызывную сигнализацию работникам вспомогательных служб.
С каждого рабочего места через определенный промежуток времени через блоки управления рабочими местами берется выборка продукции и передается на блок 5 контроля параметров продукции.
Данные о результатах контроля заносятся в блок 4 памяти.
После контроля всей выборки продукции информация в виде электрических сигналов с соответствующих выходов блока 4 поступает на вход статистического анализатора 3, который обрабатывает результаты контроля.
Статистический анализатор вычисляет сумму 1, п++п- и разность р п+--л, знак этой разности и дает сигнал на отключение технологического оборудования (например, токарного автомата), если сумма или разность превыщают допустимые значения для данной выборки деталей. Здесь п+-количество продукции в выборке, параметры которой выще верхнего поля допуска; п- - количество продукции в выборке, например, параметры которой ниже нижнего поля допуска.
Команда на выключение технологического оборздования в виде электрического сигнала с выхода анализатора 3 поступает на блоки 2. Результаты анализа каждой выборки печатаются регистратором 6.
По каждой единице технологического оборудования (например, токарных автоматов, работающих на бесподналадочной оснастке), на блоке 9 задания уставок устанавливается количество деталей, которое можно обработать в период между сменой данного комплекта бесподналадочной оснастки (например, цри помощи кнопочных регистров). Сигнал уставки поступает на блок 8 сравнения. На этот же блок проходит сигнал со счетчика 10 продукции, получающего информацию с блоков 2. При сравнении значений, накопленных счетчиком 10, и уставки, установленной на блоке 9, блок
7 выдает команду на блоки 2 управления рабочими местами тех рабочих мест, на которых необходимо сменить оснастку.
Использование системы в производстве позволит избежать появление брака по параметрам продукции за счет предупредительной смены бесподналадочной оснастки, получить экономию основных материалов, инструмента и трудозатрат на обработку и контроль деталей за счет существенного уменьщения процента забракованных деталей в объеме выпуска продукции.
Формула изобретения
Система управления технологическим процессом выпуска продукции, содержащая устройство централизованного контроля, входы которого соединены с первыми выходами блоков управления рабочими местами, вторые выходы которых подключены через последовательно соединенные блоки контроля параметров продукции, блок памяти и анализатор к первым входам блоков управления рабочими местами, второй
выход анализатора соединен с входом регистратора, отличающаяся тем, что, с целью расширения функциональных возможностей системы, в нее введены счетчик продукции, блок сравнения, блок задания
уставок и блок команд, выходы которого подключены к вторым входам блоков управления рабочими местами, а входы - к выходам блока сравнения, первые входы которого соединены с выходами блока заДания уставок, а вторые входы - с выходами счетчика продукции, входы которого подключены к соответствующим выходам блоков управления рабочими местами. Источники информации,
принятые во внимание при экспертизе
1. Справочник проектировщика систем автоматизированного управления производством. Под ред. Т. П. Смиленского. М., «Мащиностроение, 1971, с. 222-230.
2. Авторское свидетельство СССР № 484384, кл. G 05В 5/08, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления технологическим процессом дискретного производства | 1984 |
|
SU1251110A1 |
| Система управления технологическим процессом с дискретным характером производства | 1973 |
|
SU484384A1 |
| АВТОМАТИЗИРОВАННЫЙ ЗАВОД | 1992 |
|
RU2031768C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЭФФЕКТИВНОСТИ ЭНЕРГОИСПОЛЬЗОВАНИЯ В ПОТРЕБИТЕЛЬСКИХ ЭНЕРГЕТИЧЕСКИХ СИСТЕМАХ | 2011 |
|
RU2458445C1 |
| Способ диагностики отказов динамических объектов и устройство для его осуществления | 1990 |
|
SU1718190A1 |
| Устройство для контроля электрических параметров цифровых узлов | 1984 |
|
SU1260974A1 |
| Устройство для контроля параметров электрических сигналов | 1983 |
|
SU1250971A1 |
| Регулятор-ограничитель мощности турбоагрегата | 1984 |
|
SU1231559A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЛИТЕЛЬНОСТИ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ | 2020 |
|
RU2751448C1 |
| Система оперативного управления процессами добычи нефти | 1980 |
|
SU875386A2 |