1
Изобретение касается электроискровой обработки металлов и может быть исполь;аовано для электроискрового легирования, упрочнения и восстановления размеров наружных цилиндрических и конических поверхностей.
Известен многоэлектродный инструмент для электроискрового легирования, выполненный в виде приводимого во вращение корпуса, на котором в электродержателях закреплены с возможностью поворота упруго подпружиненные электроды. Однако производительность процесса таким инструментом низкая, а качество пстучаемой поверхности в связи с тем, что в контакте с обрабатываемой поверхностью находится только один электрод с применением довольно грубого электрического режима, чтобы не снижать производительность, такженизкое..
Предлагае-мый инструмент отличается тем, ТО корпус его вьшолнен в форме правильной усеченной пирамиды с внутренним двусторонним ко 1Ичес1а1м отверстием по цьнтру и резьбовыми. отверстиями на
боковых плоскостях для крепления взаимозаменяемых пальцев, несущих втулки н держатели с пружинами, г. электроды размешены по периферии корпуса в плоскости, 5 наклоненной к оси вращения инструмента на угол об с переменным радиусом спирапи Архимед а,пятью отдельными группами по три и более в ка(5дой на одина:Ковом расстоянии одна от другого, равном
JO ширине электрода; причем каждый электрод каждой группы подпружинен, наклонен от оси, иерпендику.рлрпой к оси его вращения под различными углами Hj . В «В т-Ди совершает вокруг своей оси в плоскости
15 ей перпендикулярной/ одностороннее свободное вращение детали движение ь диапазоне от р до 90 .
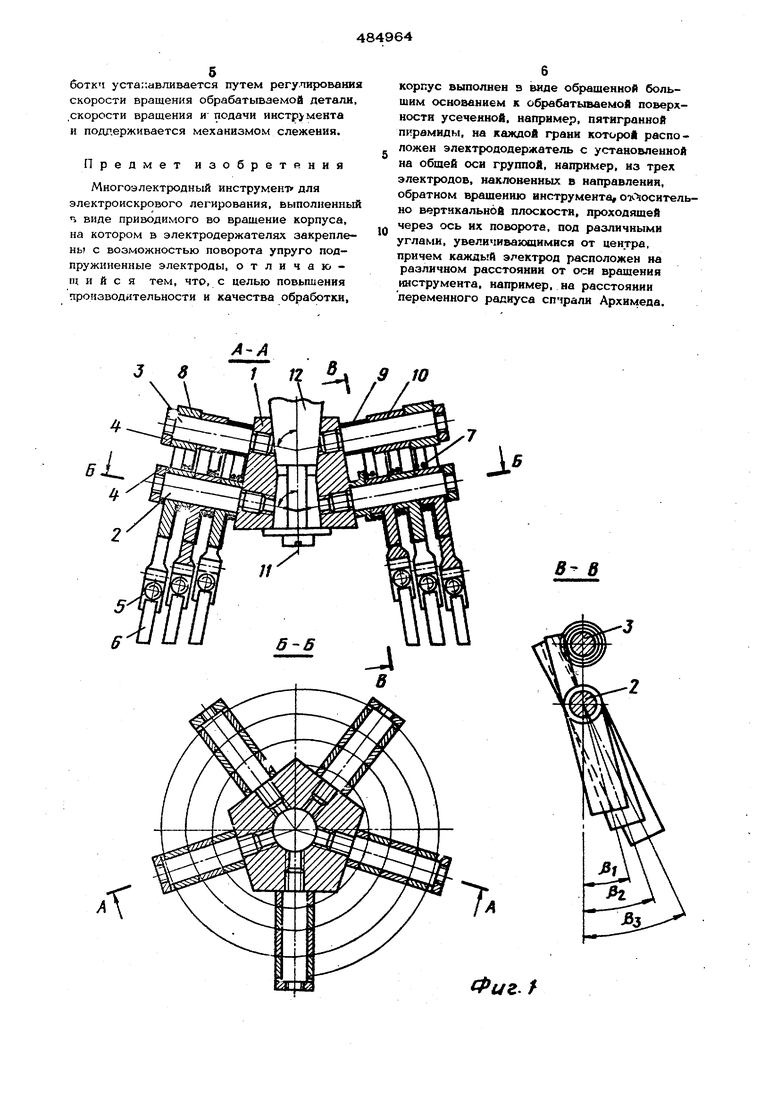
На фиг. 1 изображен предлагаемый многоэлектродный инструмент, общий Ы1д;
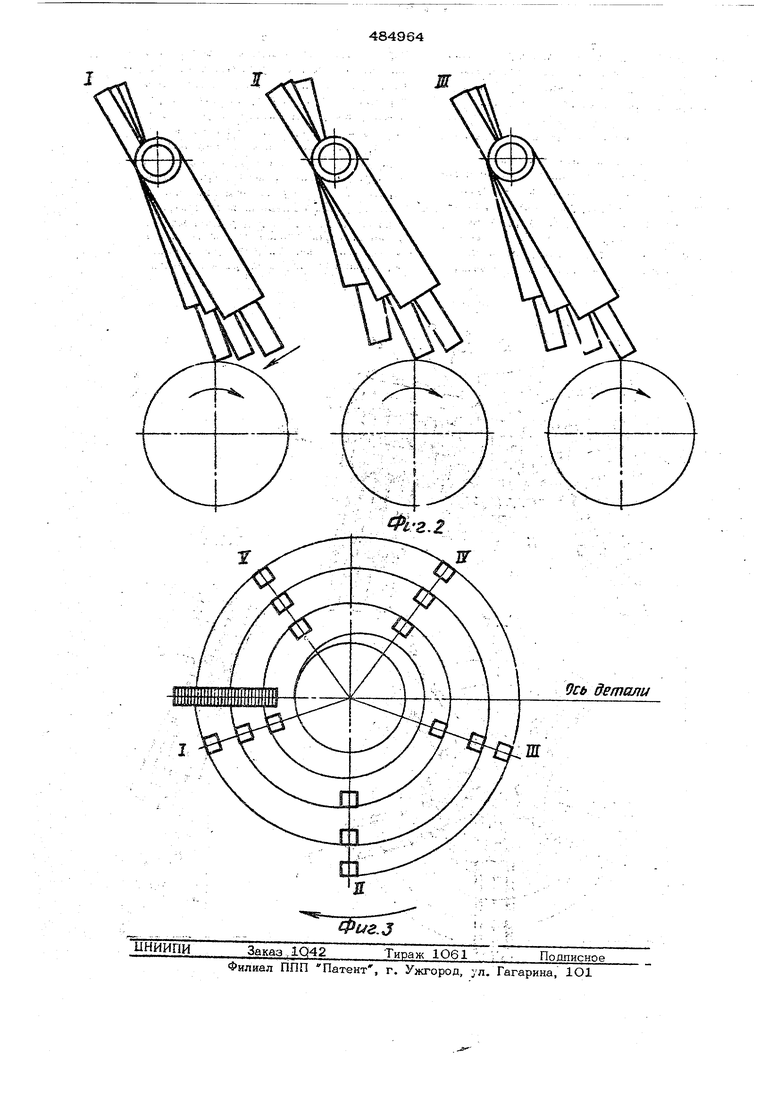
20 на фиг 2 дана кинематическая схема работы электродов олчой группы инструмента на фиг. 3 - схема перекрытия электрюдов Ьа один оборот инструмента.
Многоэлектродный вращающийся инструмент (фиг. 1) состоит из корпуса 1, выполненного в виде пятигранной правильной усеченной пирамиды с внутренним двусторонним коническим отверстием по центру и с резьбовымн отверстиями на его боковых плоскостях, в которых закреплены зааимозаменяемые пальцы (оси) 2 и 3. На ось 2 насажены и закреплены гайками 4 держатели 5 с электродами 6, подпружиненные пружиной 7, один конец которой фиксируется осью 3, а второй заведен в отверстие держателя 5. На ось 3 установлены и также закреплены гайками 4 цилиндрические втулки 8 - 10, которые равны по длине, но различны по диаметру чем достигаются различные углы наклона держателей 5 с электродами 6 относительно своих осей вращения.
При таком конструктивном исполнении корпуса 1, осей 2 и 3 и втулок 8-10 (см, фиг.1) электроды 6 размещены в плоскости, на клопенной к оси вращения инструмента на угол оС. пять- отдельными группами по три и более штук в каждо и наклонены от оси, перпендикулярной к оси их вращения под различными углами
Г Pi 13 з этом каждый подпружиненный с различным натягом электрод б совершает вокруг своей оси в плоскости ей перпендикулярной одностороннее свободное вращательное движение в обратном вращению детали направлении и только в диапазоне от PJ , Jjj ДО 90 . Кроме того, по периферии каждый электрод 6 каждой группы размещен на различном расстоянии от центра (с переменным радиусом) по спи; али А химеда и на одинаковом расстоянии друг от друга, равном ширине электрода, чем обеспечивается надежное их взаимное перекрытие, т.е. хорошая сплошность обработки. Наклон электродов 6 относительно оси вращения инструмента 11 на (X позволяет обработать труднодоступные места де тали, например: торцы, галтели, ступенчатые валы и т.п. Благодаря наличию двустороннего конического отверстия по центру в корпусе и взаимозаменяемости осей 2 и 3, вращающийся инструмент можно развернуть на 18О , Э;акрепив на нем электроды с наклоном во внутрь, что позволяет обрабатывать короткие валы.
Токоподвод осуществляется через приводной вал 12 и корпус инструмента 1 к каждой группе, а в группе - последовательно к каждому держателю 5 и электроду 6.
Предлагаемый инструмент работает следующим образом. При включении станк приводится в движение обрабатываемая деталь. Одновременно с помощью следяще
системы в зону обработки подается рабочая головка,связанная приводным валом 12 с вращающимся многоэлектродным инструментом. Для обеспечения через токоg подвод питания искрового промежутка вкл .чается источник технологического тока. Для получения равномерного покрытия .всей обрабатываемой поверхности инструменту включением продольной подачи станJQ ка сообщается продольное перемещение. При вращении инструмент и детали (см, фиг. 2) одновременно с подачей рабочих импульсов электроды 1-й группы последовательно вступают в зону обработки
J5 1-й, 2-й и 3-й группы, а затем в таком жР порядке в работу вступают электроды последующих групп. Выхс . на зоны обработки каждого предыдущего электрода и вход в зону последующего электрода осуществляется одновременно.
В момент первого мягкого удара электрода о поверхность детали, благодаря пружинам 7 (см, фиг, 1), инструмент совершает вынужденные колебания (вибрвцию)
25 по пути его движения на поверхности детали, аналогичны вибрации электрода в электромагнитных вибраторах ручных установок. Но, так как инструмент и деОгаль вращаются с большой относительной
30 скоростью, то время контактироьлния каждого электрода с деталью своди-1-ся до минимума. В это же время за счет электроискрового разряда осуществляется перенос материала электрода - анода на де35 таль-катод, упрочняя ее поверхность. При выходе из рабочей зоны первый электрод быстрю возвращается в свое первоначаль.ное положение, при этом одновременно вступает в работу 2-й электрод и при вы40 ходе его из зоны в работу вступает 3-й электрод одной группы, далее поочеродкоэлектроды последующих групп. До конца обработки детали электроискровой процесс повторяется непрерывно. Так как в процессе электроискрового легирования каждый электрод большую часть времени находится вне рабочей зоны, то создаются благоприятные условия для его охлаждения, в результате чего исключаются его
50 перегрев и прижоги материала детали, повышается качество покрытия и обеспечивается минимальный износ его. За одни оборот инструмента (см. фиг, 3) происходит взаимное перекрытие электродов, равное 3/4 ширине электрода, а с учетом продольной гэдачи инструмента гаралтируется надежное перекрытие их, что обеспечивает хорошую сплошность и увеличение толщины наносимого слоя, высокое качест60
во обработки. Необходимый режим обработкч устанавливается путем регулирования скорости вращения обрабатываемой детали, .скорости вращения и подачи инструмента и поддерживается механизмом слежения.
Предмет изобретяния
Многоэлектродный инструмент для электроискрового легирования, выполненный виде приводимого во вращение корпуса, на котором в электродержатёлях закреплень с возможностью поворота упруго подпружиненные электроды, отличающ и и с я тем, что, с целью повышения производительности и качества обработки.
корпус выполнен s виде обращенной большим основанием к обрабатываемой поверхности усеченной, например, пятигранной пирамиды, на каждой грани которой расположен электрододержатель с установленной на обшей оси группой, например, из трех электродов, наклоненных в направлении, обратном вращению инструмента, О1йосително вертикальной плоскости, проходящей через ось их поворота, под различными углами, увеличивающимися от центра, причем каждь й электрод расположен на различном расстоянии от оси вращения инструмента, например, на расстоянии переменного радиуса спчрали Архимеда.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоэлектродный инструмент дляэлЕКТРОиСКРОВОгО лЕгиРОВАНия | 1979 |
|
SU806340A1 |
| Многоэлектродный инструмент для электроискрового легирования | 1985 |
|
SU1255330A1 |
| Многоэлектродный вращающийся инструмент | 1974 |
|
SU528167A1 |
| МНОГОЭЛЕКТРОДНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ЛЕГИРОВАНИЯ | 1995 |
|
RU2111095C1 |
| МНОГОЭЛЕКТРОДНАЯ ОСНАСТКА С НЕЗАВИСИМОЙ ПОДВЕСКОЙ ЭЛЕКТРОДОВ И ИНЕРЦИОННЫМ ВИБРОВОЗБУДИТЕЛЕМ | 2013 |
|
RU2545983C2 |
| Способ электроискрового легирования, упрочнения и восстановления размеров | 1968 |
|
SU251721A1 |
| ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА ДЛЯ ЛОКАЛЬНОЙ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ | 2012 |
|
RU2527108C2 |
| Многоэлектродный инструмент дляэлЕКТРОиСКРОВОгО лЕгиРОВАНия | 1979 |
|
SU848244A1 |
| Многоэлектродный инструмент дляэлЕКТРОиСКРОВОгО лЕгиРОВАНия | 1979 |
|
SU844194A1 |
| Способ электроискрового нанесения покрытия свободными электродами-гранулами | 2017 |
|
RU2650665C1 |
Э 10 (Риг.
