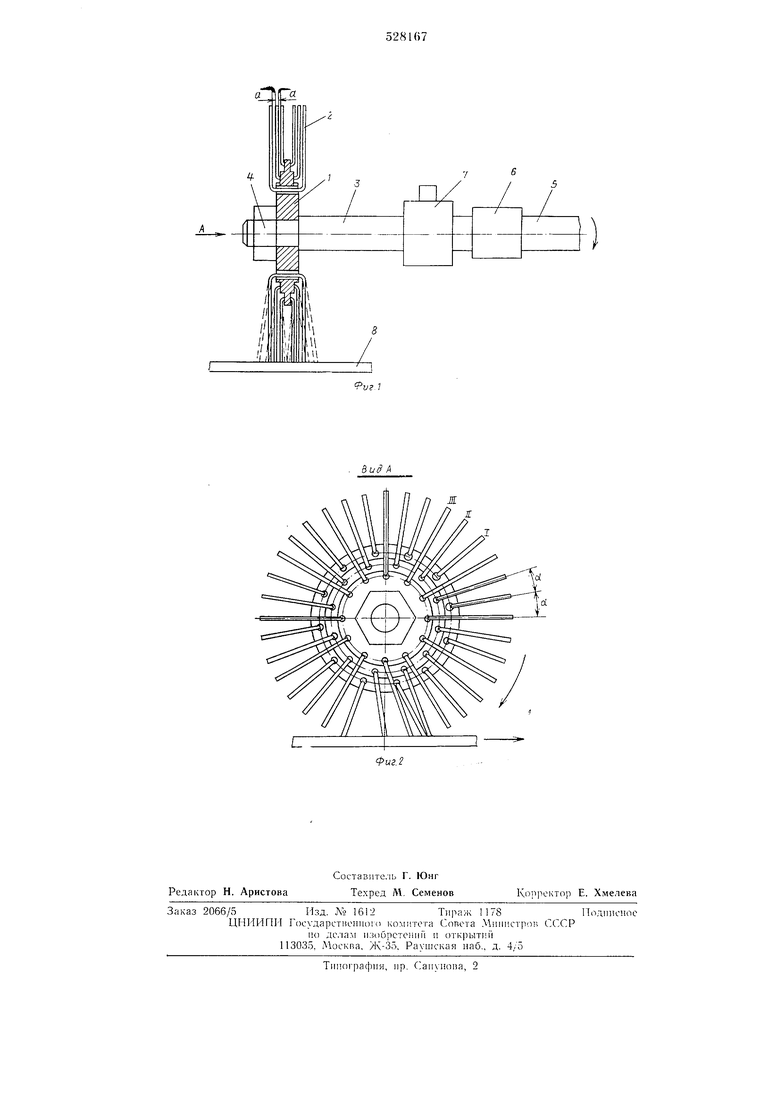
в виде многоступенчатого диска, что позволяет разместить в отверстиях по концентрическим окружностям и использовать в работе одновременно несколько пар проволочных П-образных электродов. На фиг. 1 изображен предлагаемый инструмент, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1. Инструмент содержит токопроводяншй многоступенчатый цилиндрический корпус 1 с отверстиями, расположенными на равном расстоянии между собой по нескольким концентрическим окружностям, в которые радиальнопонарно, несколькими рядами (I, И, 1П и т. д.) установлены свободно подвешенные проволочные электроды 2 П-образной формы. Для обеспечения стабильности процесса, равномерного контакта электрода цо обрабатываемой поверхности отверстия смежных окружностей смещены одно относительно другого на угол а. Количество отверстий и угол U смещения смежных окружностей в корпусе выбираются в зависимости от требуемого режима и качества обработки. Корпус 1 насажен на шлидевую оиравку 3, зажат гайкой 4 и электрически изолирован от оси 5 электродвигателя втулкой 6. Расстояние а между электродами во всех рядах (в плоскости поперечного сечения) выбирается в зависимости от требуемого вида покрытия (например, получение на плоской поверхности сплошного слоя широкой полосы покрытия или нескольких параллельных узких полос), а также от требуемого качества, для чего ступени цилиндрического корпуса 1 выполнены разной толщины. На фиг. 1 показан вариант выполнения инструмента с равным расстоянием а между электродами. Токоподвод от электродвигателя к электродам осуществляется через коллектор 7, оправку 3 и диск 1. Инструмент приводится во вращение автономным электродвигателем. При вращении инструмента, включении продольной подачи станка /установки/ и подаче технологического тока каждая пара электродов 2, совершая под действием центробежных сил свободный поворот вокруг оси отверстия, поочередно вступает в зону обработки, плавно, без ударов соприкасаясь с поверхностью обрабатываемой детали 8, контактируя с ней. Происходит искровой разряд, осуН1ествляется процесс электроискрового легирования и на деталь непрерывно локально наносится ровный, сплошной и прочный слой покрытия. После контакта с деталью 8 при дальнейшем вращении инструмента электроды свободно и плавно, быстро выходят из зоны обработки, принимая первоначальное положение. Одновременно в работу вступает последуюп,ая пара электродов и так процесс непрерывно продолжается до окончания обработки. Благодаря свободной подвеске электродов 2 в корпусе 1 они кроме вращения совершают осциллирующее движение относительно обрабатывающей поверхности детали 8, создается надежное взаимное перекрытие их, что улучшает качество обработки, и обеспечивается их неразрущаемость, надежность в работе /исключаются изломы в местах крепления, устраняется необходимость частой замены негодных электродов/. Кроме того, такая конструкция позволяет применять электроды из различных материалов и создавать при этом любую необходимую композицию покрытия, что расширяет диапазон обработки. Описываемый инструмент позволяет обрабатывать наружные /плоские, цилиндрические, конические сферические/ и внутренние /цилиндрические и конические/ поверхности различной конфигурации. Формула изобретения Многоэлектродный вращающийся инструмент для электроискрового легирования, в цилиндрическом корпусе которого по окружности в отверстиях, выполненных в его теле параллельно оси вращения инструмента, расположены элементарные проволочные электроды П-образной формы, отличающийся ем, что, с целью улучшения качества покрыия, электроды установлены в корпусе свободно, причем рабочие части элементарных лектродов расположены перпендикулярно оси вращения инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоэлектродный вращающийся инструмент для электроискрового легирования | 1980 |
|
SU876350A1 |
| Многоэлектродный щеточный инструмент | 1987 |
|
SU1585099A1 |
| Многоэлектродный инструмент для электроискрового легирования | 1973 |
|
SU484964A1 |
| МНОГОЭЛЕКТРОДНЫЙ ВРАЩАЮЩИЙСЯ ИНСТРУМЕНТ | 1969 |
|
SU248105A1 |
| МНОГОЭЛЕКТРОДНЫЙ ВРАЩАЮЩИЙСЯ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1970 |
|
SU262295A1 |
| Устройство для электроискрового легирования | 1981 |
|
SU994193A1 |
| Многоэлектродный инструмент дляэлЕКТРОиСКРОВОгО лЕгиРОВАНия | 1979 |
|
SU806340A1 |
| Многоэлектродный вращающийся инструмент | 1979 |
|
SU772785A1 |
| Многоэлектродный инструмент дляэлЕКТРОиСКРОВОгО лЕгиРОВАНия | 1979 |
|
SU844194A1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2175594C1 |
L
Ж
1
W
