(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для раздачи полых изделий | 1984 |
|
SU1148679A1 |
| Штамп | 1978 |
|
SU738719A1 |
| Штамп для деформирования кольцевых заготовок | 1985 |
|
SU1310078A1 |
| Способ оценки штампуемости листового металла А.Ю.Аверкиева | 1987 |
|
SU1493361A2 |
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| Штамп для соединения трубчатых заготовок обжимом | 1990 |
|
SU1784365A1 |
| Штамп для обработки деталей с отверстием | 1980 |
|
SU884791A1 |
| Способ получения наружного цилиндрического утолщения на трубчатой заготовке и устройство для его осуществления | 1985 |
|
SU1402403A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Штамп для формовки деталей | 1986 |
|
SU1423223A1 |
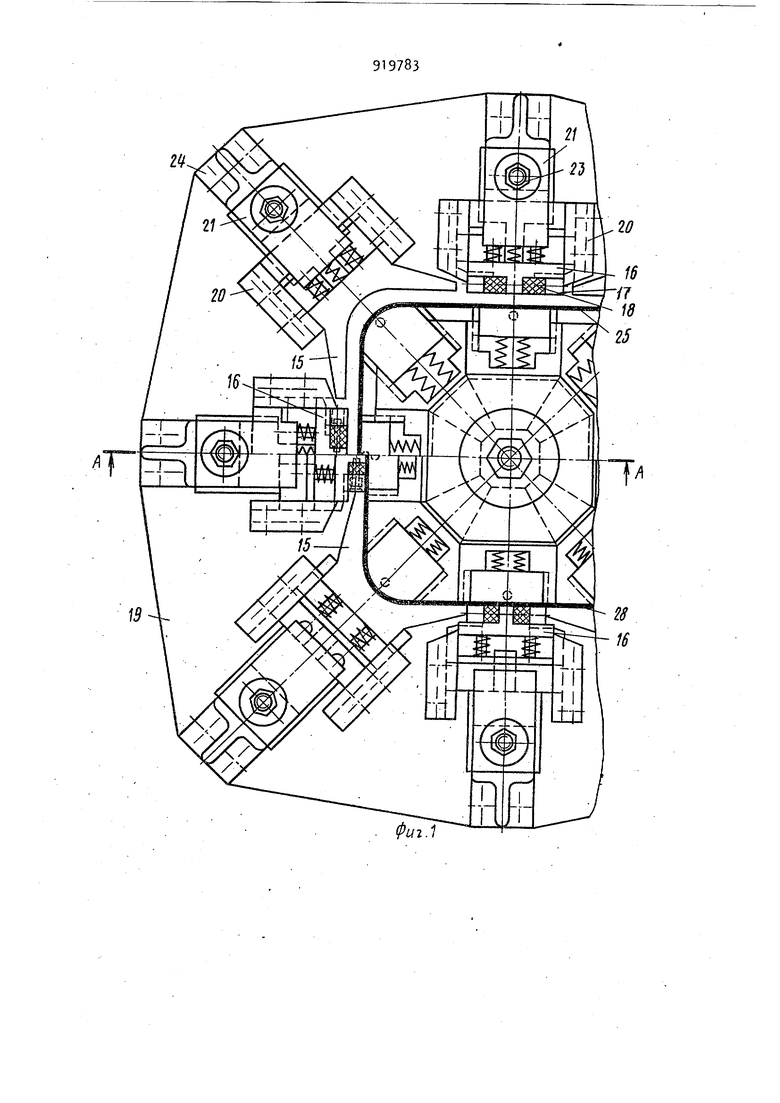
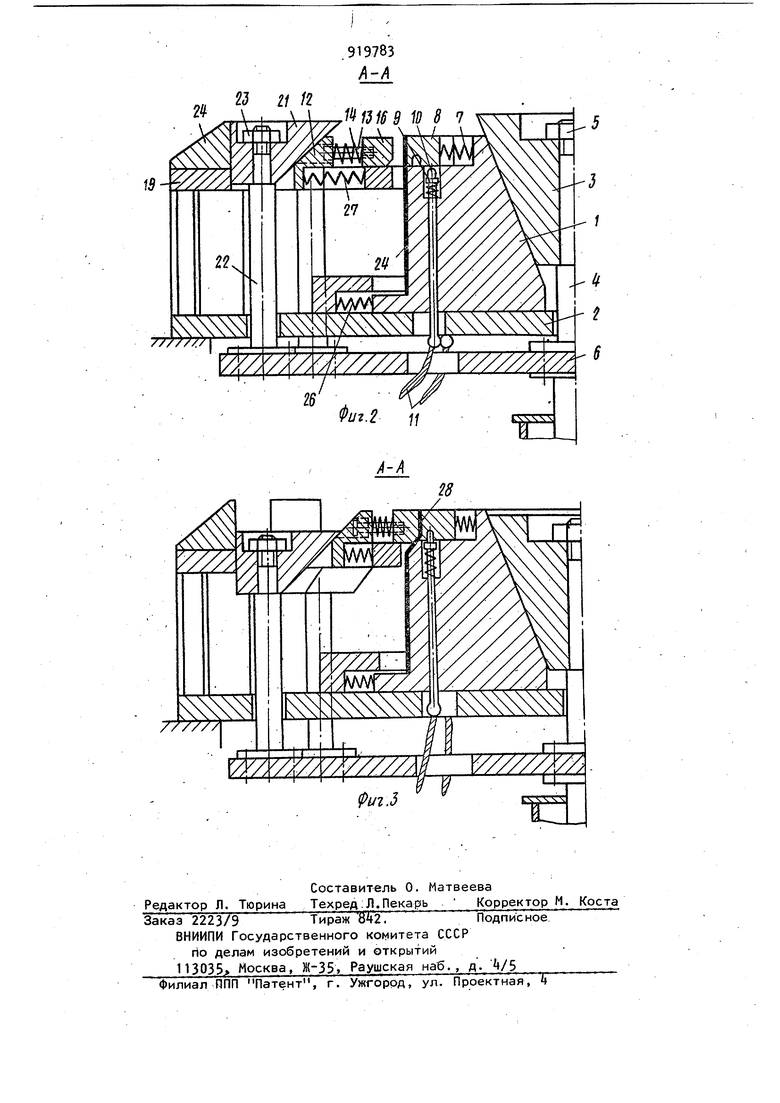
Изобретение относится к листовой штамповке. Известно устройство для изготовления полых изделий, содержащее разжимной секционный пуансон, раздвигаемый клином, обжимную матрицу, выполненную из секций, каждая из которых перемещается посредством клина, и привод перемещения клиньев 13. Недостатком известного устройства является низкая производительность труда из-за неодновременного движения разжимного секционного пуансона и сек ций матрицы, так как привод Усекций матрицы раздельный и это усложняет регулировку их хода. Конструкция не позволяет изготовить коробчатые изделия так, как в процессе раздачи угловые участки коробчатой детали раздвигаются на большую величину, чем боксвые участки, а также в известном устройстве нельзя изготовить коробчатые изделия с горловиной, особенно когда относительная разность периметра горловины и периметра коробчатой детали не может быть получена только раздачей, из-за большой степени деформации. Цель изобретения - повышение качества изделий коробчатой формы и облегчение регулировки хода рабочего инструмента. Для достижения поставленной цели устройство для изготовления полых изделий, содержащее разжимной секционный пуансон, раздвигаемый клином, обжим1;)ую матрицу, выполненную из секций, каждая из которых перемещается посредством клина, и привод перемещения клиньев, снабжено связанной с приводом траверсой, жестко соединен-, ной с клиньями, секции матрицы выполнены составными из основания и ползушки, а часть ползушек выполнена раздвижными. На фиг. 1 изображено предлагаемое устройство, вверху в исходном положении и внизу в конечном рабочем положении, вид сверху; на фиг. 2 разрез А-А на фиг, 1, устройство в исходном положении; на фиг, 3 то же, устройство в конечном рабочем положении. Устройство состоит из разжимного восьмисекционного пуансона 1, расположенного на опорной Плите 2, приводимого в движение клином 3, перемещающимся в -осевом направлении и выполненным в виде усеченной пирамиды, грани которой являются направляющими для секций разжимного пуансона 1, причем грани, приводящие в движение угловые и боковые секции разжимного пуансона, имеют различные углы конусности. Клин 3 крепится с помощью штока k и гайки 5 к подвиж ной траверсе 6, связанной с приводом (не показан), В верхней части каждой секции разжимного пуансона 1 в пазах подпружиненные пружинами 7 двигаются ПРИЖИМЫ .8, служащие для устранения гофров металла заготовки при обжиме. Для удержания прижимов В в крайнем исходном положении применяются подпружиненные пружинами 9 фиксаторы 10 которые могут утапливаться, .освобождая прижимы 8, с помощью тросов 11 и педали (не показана). Устройство также содержит секционную матрицу, каждая секция-которой выполнена составной из основания 12 и ползущки, . соединенных винтами 13 и подпружинен ных пружинами 1, при этом ползушки . угловых секций 15 выполнены цельными, а полЗушки боковых секций 1б выг .полнены раздвижными из, частей 17 и резиновых вкладышей 18, Угловые и. боковые секции 15 и 16 расположены на опорной пли-те 19. по которой они движутся в .направляющих 20, В движение они приводятся от клиньев 21, выполненных в виде прямоугольных . трапеций, наклонная грань которых является направляющей для секций обжимной матрицы, причем клинья боковых и угловых секций обжимной матрицы имеют разные углы конусности. Клинья 21 крепятся к подвижной траверсе 6 с помощью штоков 22 и гаек 23. Стойки 2 служат для противоотжи ма клиньев 21, Устройство работает следующим образом, Заготовка 25 предварительно сваренная в форму прямоугольной ролой коробки, надевается на разжимной секционный пуансон 1. Нажатием на педаль (не показана) фиксаторы 10 утапливают с помощью тросов 11, освобождая прижимы 8, которые под действием пружин 7 занимают рабочее положение. При ходе траверсы 6 вниз движение через штоки 22 передается клиньям 21, которые, воздействуя на угловые и боковые секции 15 и 16, сдвигают их в радиальном направлении по опорной плите 19 и направляющим 20, преодолевая сопротивление подпружиненных пружинами 7 прижимов 8, таким, образом совершая обжим верхней части заготовки 25. При движении угловые секции 13 сдвигают подпружиненные резиной 18 подвижные части 17 в боковых секциях 16, обеспечивая в процессе деформирования постоянный г Неразрывный контакт рабочей поверхности обжимной секционной матри- . цы с поверхностью заготовки 25, тем самым устраняя образование гофр по периметру горловины. В конце обжима фиксаторы 10, совпадая с отверстиями в прижимах 8, под действием пружин 9 поднимаются вверх, тем самым запирая прижимь - 8 в крайнем исходном положении. Одновременно движение от траверсы 6 передается через шток k клину 3 который, воздействуя, на секции разжимного пуансона 1, раздвигает их в радиальном направлении по опорной плите 2, начиная раздавать нижнюю часть заготовки 25. Так как углы конусности на клиньях 21 и клине 3 разные, то процесс обжатия происходит несколько быстрее, чем процесс раздачи, поэтому при даль.нейшем движении траверсы 6 вниз клинья 21, продолжая давить на прижатые к секциям разжимного пуансона 1 боковые и угловые секции 15 и 16, сдвигают их половины, преодолевая сопротивление пружин 1, тем самым удерживая с возрастающим усилием верхнюю часть заготовки 25, прижатую к секциям разжимного пуансона 1, устраняя образование утяжин по верхней кромке заготовки, а клин 3 воздействуя на секции разжимного пуансона 1, дораздает заготовку 25 до нужных размеров. При ходе траверсы 6 вверх пружины 2б по мере подъема клина 3 сдвигают секции .разжимного пуансона 1 в исходное по пожение. Одновременно клинья 21, поднимаясь вверх, дают возможность пружинам 27 .вернуть секции обжимной матрицы в исходное положение, освобождая готовую деталь 28. 5 Изобретение целесообразно исполь эовать при изготовлении пустотелых коробчатых деталей с горловиной, ос бенно в случае, когда относительная разность периметра горловины и пери метра коробчатого изделия не позволяет изготовить деталь только разда чей из-за большой степени деформации. Устройство может быть использовано для изготовления бака стиральной машины методом раздачи и обжима взамен применяемого сварного вар :анта. Применение данной конструкции позволяет улучшить качество бака, увеличить производительность труда за счет сокращения числа операций, а также обеспечить экономию металла за счет применения заготовки меньшего размера.. 3 Формула изобретенияУстройство для изготовления полых изделий, содержащее разжимной секционный пуансон, раздвигаемый клином, обжимную матрицу, выполненную из секций, перемещаемых каждая посредством индивидуального клина, и общий привод перемещения клиньев, отличающееся тем, что, с целью повышения качества изделий коробчагой формы и облегчения регулировки Хода рабочего инструмента, устройство снабжено траверсой, связывающей клинья с общим приводом их перемещения, секции матрицы выполнены составными из основания и ползушки, а част из ползушек выполнена раздвижными. Источники информации, принятые во внимание при экспертизе 1. Романовский В.П. Справочник по холодной штамповке. Машгиз, 1979 с. 228, рис. 19 (прототип).
