Изобретение относится к области холодной штамповки.
Известен штами для резки профилей под определенными углами к направлению подачи, еостоянд,ий из разъемной матрицы, пуансона и механизма прижима I.
Недостатком известного устройства является то, что пуансон и матрица выполнены в виде отдельных секций, т. е. констрза ция не жесткая, что не обеспечивает качество торцов разрезаемых профилей при резке, кроме того, конструкция штампа требует высокой точности изготовления и частых переточек инструмента в процессе работы.
Отличительной способностью предлагаемоIo штампа является то, что матрица выполнена с угловым сквозным пазом, а пуансон - в виде усеченной призмы, рабочие грани которой постоянно ноджаты к соответствуюш,им поверхностям сквозного паза посредством качаюш,ейся подпружиненной каретки е двумя роликами.
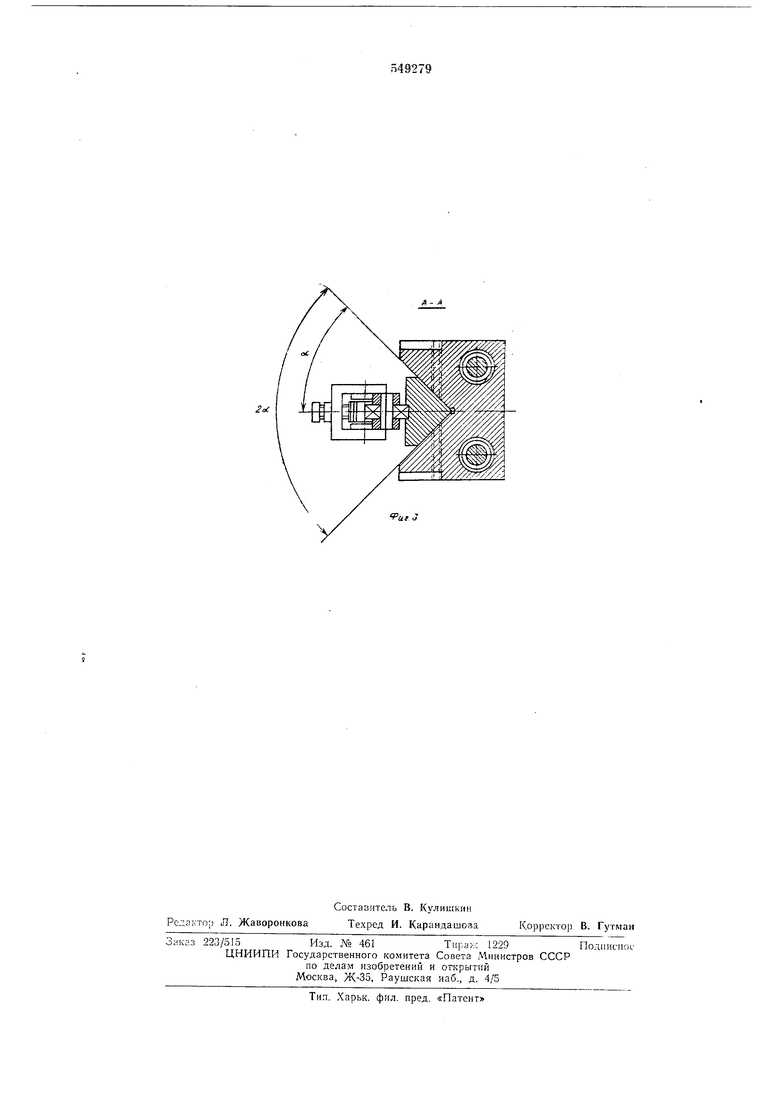
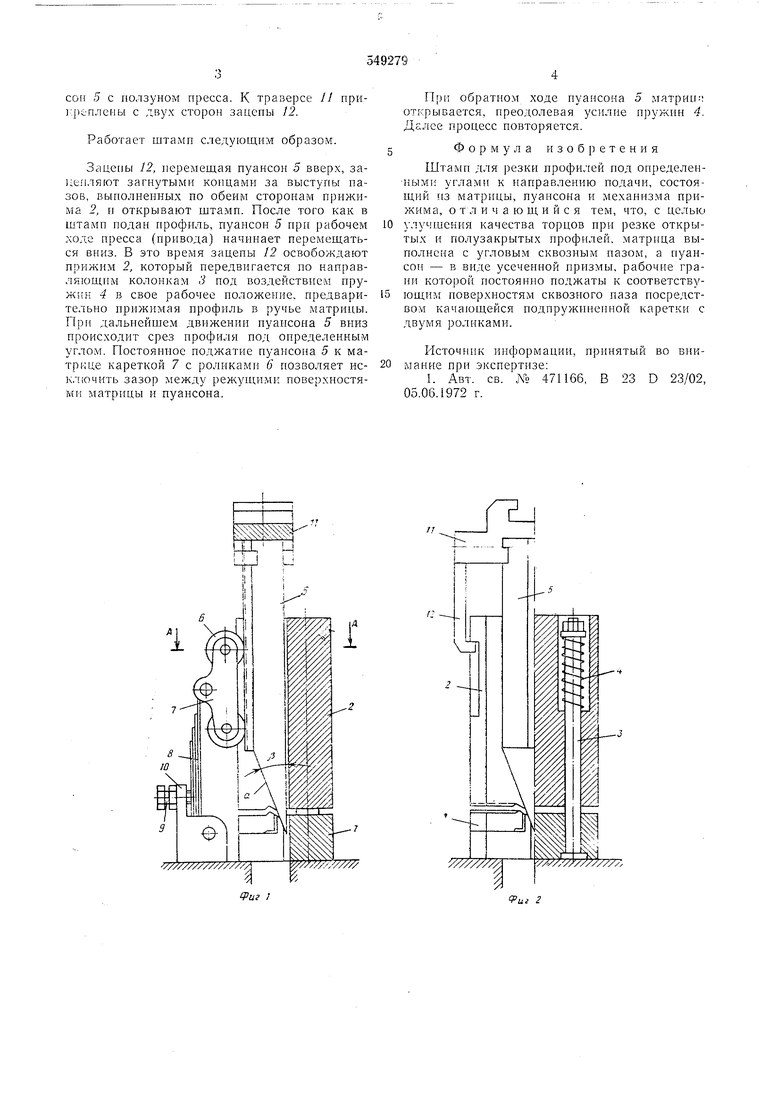
На фиг. 1 изображен предлагаемый штамп, обш,ий вид; па фиг. 2 - то же, вил, сбоку (механизм прнжима условно не показан); на фнг 3 - разрез А-А на фиг. 1.
Матрица состоит из неподвижной части 1 и прижима 2, который перемещается по двум направляюидим колонкам 3. С немощью двух пружин 4 прижим 2 прижат к неподвижной
части /. Матрица выполнена в виде угловой направляющей, две плоскости которой расположены под определенным углом 2а и являются плоскостями реза. Величина 2а может колебаться в широком диапазоне от 15 до 120°. Кроме того, угол 2а может быть как симметричный относительно оси симметрии штампа, так и аси.мметричный, причем o.i,na сторона угла может совпадать с осью симметрии штампа.
Пуансон 5 выполнен в форме усеченной призмы и имеет кроме двух направляющих плоскостей, расположенных одна к другой под углом 2а, переднюю плоскость а, лежащую под углом р к линии пересечения плоскостей реза. Плоскость, лежащая е противоположной стороны к лииии иересечения направ.гяютцих плоскостей, имеет направляющую канавку, по которой перемещаются ролики 6 нрижимной каретки 7. Пуансон 5 прижимается двумя роликами 6 каретки 7 к угловой нанравляюнюй разъемной матргщы иодх воздействием рессорной пружины 8. Усилие прижима пружины 8 регулируется болтом 9 с контргайкой, которой завинчивается в кронштейне W, служащем одновременно нижней онорой рессорной пружины 8.
В верхней части пуансона имеется траверса 7/, которая е помощью пазов соединяет пуансон 5 с ползуном пресса. К траверсе // при):j)i.-n.nenbi с двух сторон зацепы 12.
Работает штамп следующим образом.
Зацепы 12, перемещая пуансон 5 вверх, зацепляют загнутымп ко1щами за выступь пазов, выполненных по обеим сторонам прижима 2, и открывают штамп. После того как в штамп подан профиль, пуансон 5 при рабочем ходе пресса (привода) начинает перемещаться вниз. В это время зацепы 12 освобождают прижим 2, который передвигается по направляющим колонкам 3 под воздействием пружин 4 в свое рабочее положение, предварительно прижимая профиль в ручье матрицы. При дальнейшем движении пуаисона 5 вниз происходит срез профиля под определенным углом. Постоянное поджатие пуансона 5 к матрице кареткой 7 с роликами 6 позволяет иск.почить зазор между режущими поверхностями матрицы и пуансоиа.
П)и обратном ходе нуансона 5 матрии ; открывается, преодолевая усилие п)ужии 4. Далее процесс повторяется.
Формула изобретения
Штамп для резки профи„гей под определенными углами к направлению подачи, состоящий из матрицы, пуансона и мехаиизма прижима, о т л и ч а ю щ и и с я тем, что, с целью улучшения качества торцов нри резке открытых и полузакрытых профилей, матрица выполнена с угловым сквозным пазом, а пуансон - в виде усеченной призмы, рабочие грани которой постоянно поджаты к соответствующим поверхпостям сквозного паза посредством качающейся подпружиненной каретки с двумя роликами.
РГсточник ииформации, принятый во вии20 мание при экспертизе:
1. Авт. св. 471166, В 23 D 23/02, 05.06.1972 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки профильного проката | 1988 |
|
SU1648649A1 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |
| Автоматический штамп для просечкилиСТА | 1978 |
|
SU799865A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Устройство для изготовления и запрессовки проволочных штырей в изделие | 1989 |
|
SU1667996A2 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| Штамп для гибки деталей | 1982 |
|
SU1118455A1 |
| ШТАМП ДЛЯ ВЫРУБКИ ПАЗОВ В ПОЛОСОВЫХ ЗАГОТОВКАХ | 2002 |
|
RU2217298C1 |