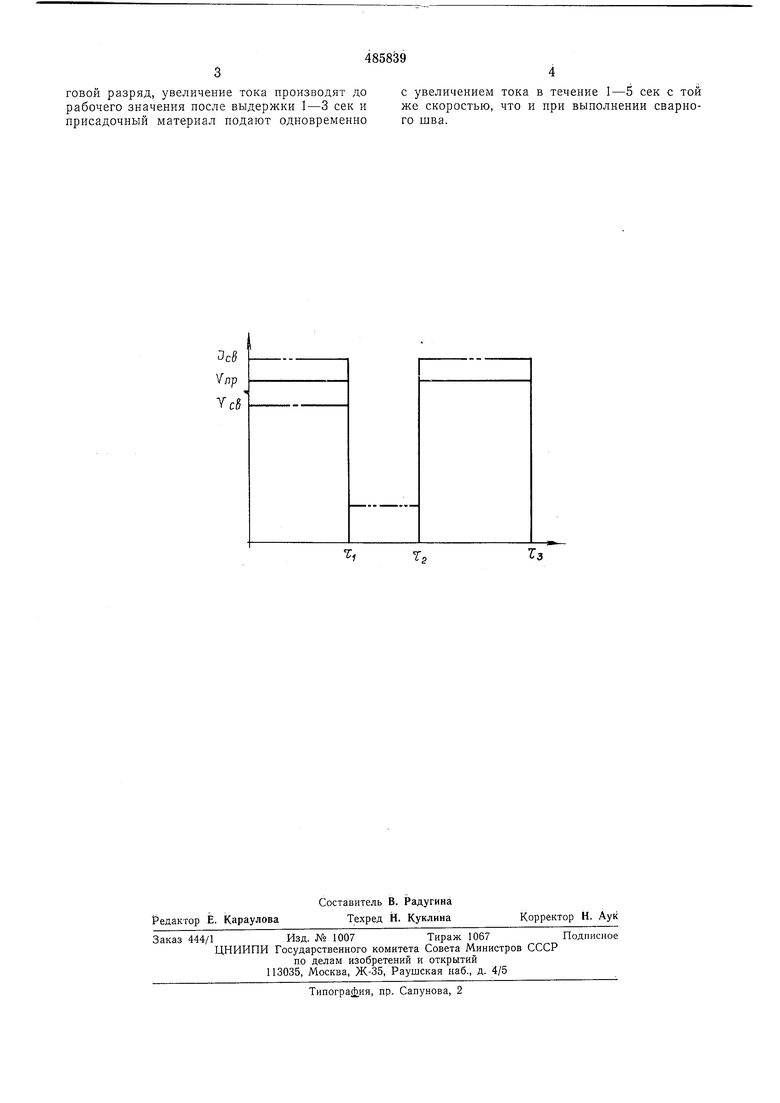
говой разряд, увеличение тока производят до рабочего значения после выдержки I-3 сек и присадочный материал подают одновременно
с увеличением тока в течение 1-5 сек с той же скоростью, что и при выполнении сварного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидродинамическое устройство | 1976 |
|
SU588043A1 |
| Способ многоэлектродной сварки | 1974 |
|
SU506478A1 |
| Способ ультразвуковой электроалмазнойОбРАбОТКи | 1979 |
|
SU831483A1 |
| Способ получения утолщений на осесимметричных пустотелых заготовках | 1981 |
|
SU1005984A1 |
| Генератор импульсов для электроэрозионной обработки | 1975 |
|
SU545437A1 |
| Генератор импульсов для электроэрозионной обработки материалов | 1986 |
|
SU1403344A1 |
| Регулятор подачи для электроэрозионных станков | 1974 |
|
SU565800A1 |
| Матричный узел к штампу для изготовления деталей с оребрением | 1983 |
|
SU1143509A1 |
| Устройство для вытяжки полых изделий из плоской заготовки | 1986 |
|
SU1409379A1 |
| Способ изготовления тонкостенных деталей с односторонним оребрением | 1988 |
|
SU1579621A1 |
Зсё fnp
Teg
Тз
is
