Изобретение относится к обработке металлов давлением, а именно к штамповке деталей с ребрами.
Цель изобретения - снижение расхода металла за счет уменьшения фальшполотна, повышение качества за счет устранения среза ребер и расширение номенклатуры штампуемых деталей.
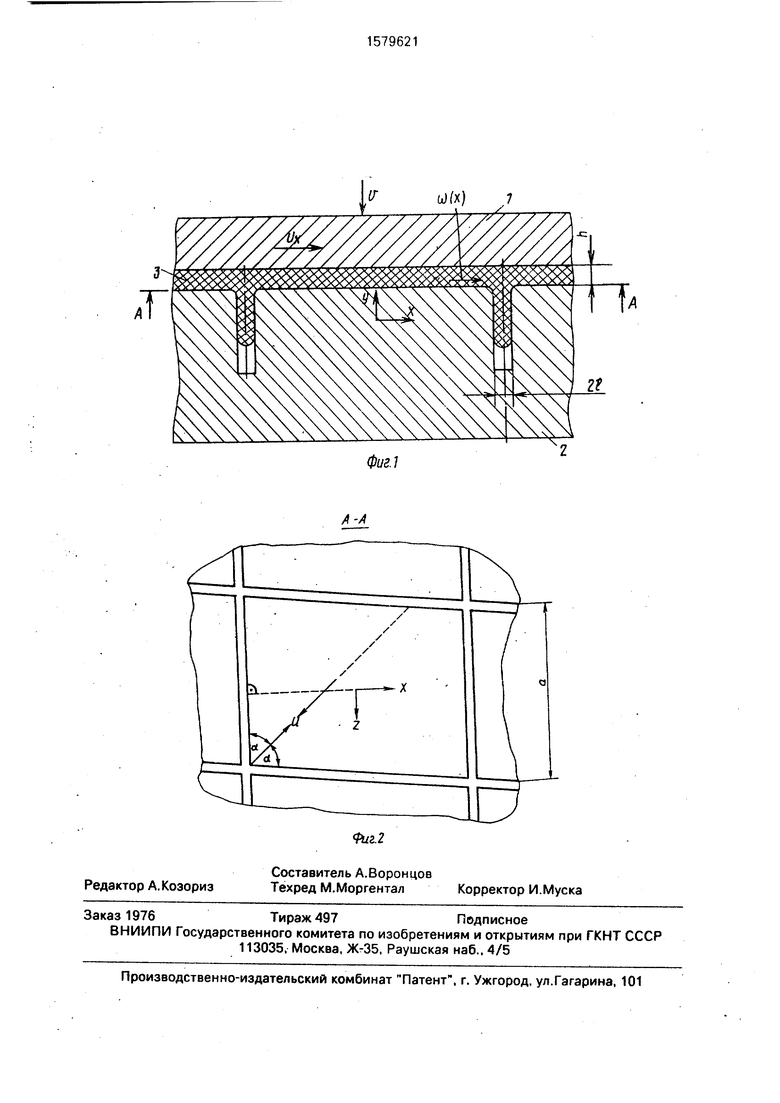
На фиг. 1 изображена часть штампа с заготовкой в процессе штамповки, разрез; на фиг. 2 - разрез А-А.на фиг.1.
На фиг.1 и 2 обозначены - скорость движения траверсы пресса; а - размер меньшей стороны параллелограмма; а - большой угол параллелограмма; 21- толщина ребра; h - текущая толщина полотна заготовки.
Способ осуществляют следующим образом.
Верхняя 1 половина штампа приближается к нижней 2 со скоростью v, при этом верхняя половина штампа смещается относительно нижней по направлению Ux (фиг.1) или U (фиг. 2); между верхней и нижней половинами штампа находится деформируемая заготовка 3.
При сближении верхней и нижней половин штампа со скоростью v верхняя половина дополнительно смещается попеременно в противоположные стороны относительно нижней половины параллельно зеркалу штампа со скоростью U, причем направление смещения - по биссектрисе большего угла параллелограмма.
Смещение по биссектрисе большего угла параллелограмма необходимо для того, чтобы очаги утяжин, особенно интенсивно образующиеся с обратной стороны перекрестий ребер, смещались как можно дальше от перекрестий и от обратных сторон обои ребер, тоже являющихся очагами образования утяжин. При смещении, направленном в одну сторону, пришлось бы значительно увеличить размеры штампованной поковки за пределы, обозначенные чертежом детали, чтобы это смещение могло произойти, т.е. предусматривать большое фальшпологно, что привело бы к увеличению расхода металла. При приложении усилия смещения попеременно в противоположные стороны величину полотна можно ограничить минимально возможными размерами, и тем самым снизить расход металла.
Экспериментальные данные показывают, что для предотвращения прострелов в ребрах соотношение величин линий тока с обеих сторон должно быть не больше 4. Так как при практическом осуществлении процесса штамповки неизбежны как погрешности измерения, так и флуктуации самого процесса, для расчета это соотношение принимается не превышающим 3. С учетом того, что при затекании в ребро скорость материала заготовки пропорциональна длине линии тока, последняя выражается через скорость течения материала заготовки на входе в ребро. При максимальная величина линии тока d, прилегающая к стороне а, равна примерно d a sin 2а-2Е,так как а 3 2Еиугол 2а,близок к 90°.
Уравнение балансов объема металла, смещенных по ходу деформирующего усилия по нормальной к ребру длиной а скорости течения со, имеет вид asin2a-2E
v-a
2h
ty-a-h,
(1)
откуда
(asin2«-2E
2h
Нормальная к ребру а составляющая скорости смещения штампов U slnct алгебраически складывается со скоростью со. Из различия скоростей течения с двух сторон ребра не более чем в 3 раза и выражения (1) имеют
Usina U()
4h
или(2)
у (asln2a-2E)
4 h sin a
Теперь (а)+ U slna)3(y-U sina) -2 а) + 4 U sin a .0, и, следовательно,
условие непревышения в 3 раза скорости затекания металла с одной стороны над скоростью затекания с другой удовлетворяется.
Регламентированная скорость (2) дополнительного смещения обеспечивает устранение прострелов за счет рациональной длины линий тока с обеих сторон ребер. При этом расширяется объем применения изобретения на параллелограммное в плане оребрение, охватывающее практически все типы применяющегося в настоящее время оребрения.
Пример. При скорости сближения
половин штампа v 0,2 мм/с, размере меньшей стороны параллелограмма а 60 мм, большем угле между сторонами 2а 120° и толщине ребра мм при текущей толщине полотна скорость U дополнительного смещения по формуле (2) составляет 0,66 мм/с.
При этом величина смещения в одну сторону равняется толщине ребра 3 мм (это размер фальшполотна).
Формула изобретения
1,Способ изготовления тонкостенных деталей с односторонним оребрением, включающий штамповку заготовки с выдавливанием ребер путем приложения рабочего усилия в направлении, перпендикулярном к полотну заготовки, и дополнительное, приложение усилия а плоскости, перпендикулярной к направлению приложения рабо- чего усилия, отличающийся тем, что,
с целью снижения расхода металла, повышения качества и расширения номенклатуры получаемых деталей, дополнительное усилие прикладывают попеременно в противоположные стороны в направлении, не
перпендикулярном плоскостям ребер.
2.Способ по п., отличающийся тем, что при изготовлении деталей с парал- лелограммным оребрением, усилие прикла- дывают в направлении биссектрисы
большего угла параллелограмма оребрения, причем скорость смещения U от дополнительного усилия задается выражением (a sln2g-2E)
4h sina
где v-скорость движения траверсы пресса; а - размер меньшей стороны паралле лограмма;
2а- большой угол параллелограмма; 2Е-толщина ребра; h-текущая толщина полотна заготовки.
U v
Фиг
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей с односторонним оребрением и штамп для его осуществления | 1988 |
|
SU1648623A1 |
| Способ изготовления деталей с односторонним оребрением | 1990 |
|
SU1731395A1 |
| Штамп для получения ребристых деталей | 1981 |
|
SU1098645A1 |
| Штамп для штамповки изделий типа панелей | 1981 |
|
SU979009A1 |
| Способ штамповки выдавливанием изделий с ребрами жесткости | 1989 |
|
SU1696079A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2523158C2 |
| Устройство для штамповки оребренных оболочек | 1984 |
|
SU1260245A1 |
| Способ изготовления полых деталей с внутренним вафельным оребрением | 1982 |
|
SU1087225A1 |
| Устройство для штамповки изделий термическим расширением | 1986 |
|
SU1666258A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ С ФЛАНЦЕМ И СТУПИЦЕЙ | 1969 |
|
SU244850A1 |
Изобретение относится к обработке металлов давлением, а именно к технологии изготовления деталей с оребрением. Цель изобретения - снижение расхода металла, повышение качества и расширение номенклатуры получаемых деталей. Способ изготовления тонкостенных деталей с односторонним оребрением включает штамповку заготовки с выдавливанием ребер путем приложения рабочего усилия в направлении, перпендикулярном к полотну заготовки, и дополнительное приложение усилия в плоскости, перпендикулярной к направлению приложения рабочего усилия. Для уменьшения фальшполотна при получении параллелограммного оребрения дополнительное усилие прикладывают попеременно в противоположные стороны в направлении биссектрисы большего угла параллелограмма. Это способствует уменьшению роста утяжины. Скорость смещения от дополнительного усилия задается такой, чтобы обеспечить устранение "прострелов" при штамповке. 1 з.п. ф-лы, 2 ил.
| Способ изготовления тонкостенных деталей с односторонним оребрением | 1982 |
|
SU1063521A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
