/ б
ю 00
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446908C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446909C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2433012C1 |
| Способ изготовления изделий и инструмент для осуществления способа изготовления изделий | 1980 |
|
SU940941A1 |
| Способ штамповки полуторовых деталей | 1983 |
|
SU1162525A1 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| ЗАГОТОВКА ОБОЛОЧКИ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2176569C2 |
| Способ изготовления полых изделий из листового металла | 1982 |
|
SU1087228A1 |
| Способ изготовления тонкостенных сосудов из листовой заготовки | 1987 |
|
SU1505629A1 |
/у7/Я// //Л
фиг.1
Изобретение относится к обработке металлов давлением, в частности к устройствам для вытяжки полых изделий из плоской заготовки,
Цель изобретения увеличение высоты изделий путем предотвращения утонения заготовки в опасном сечении.
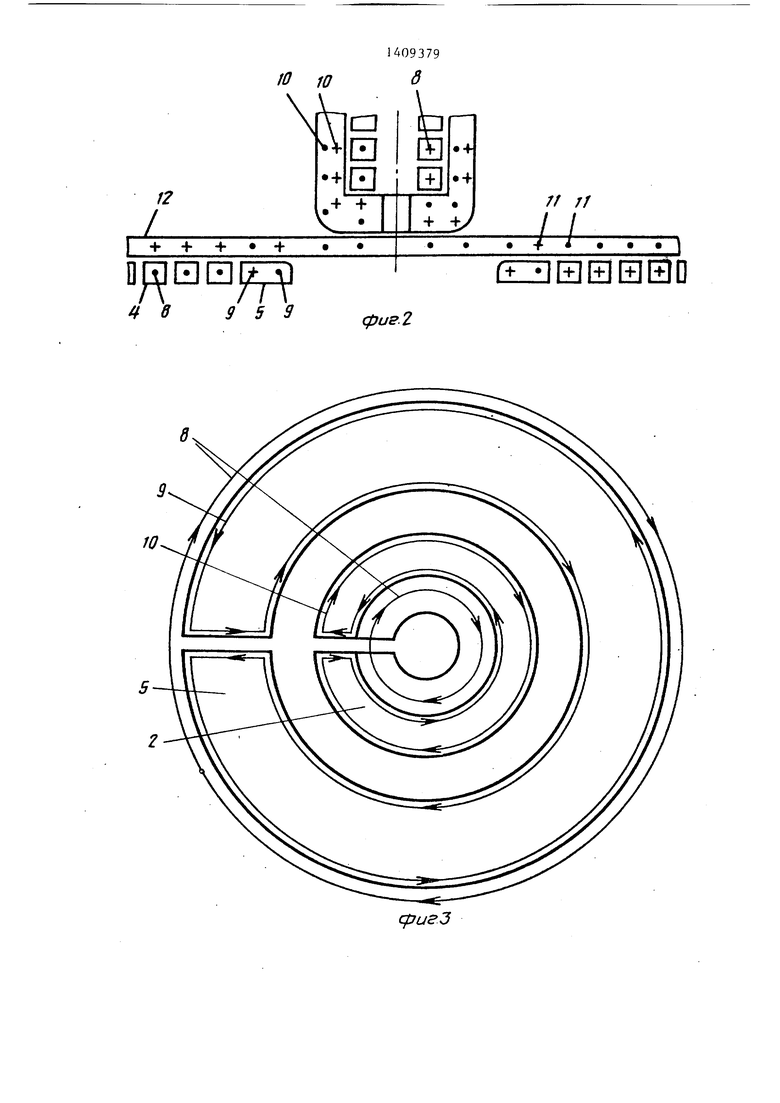
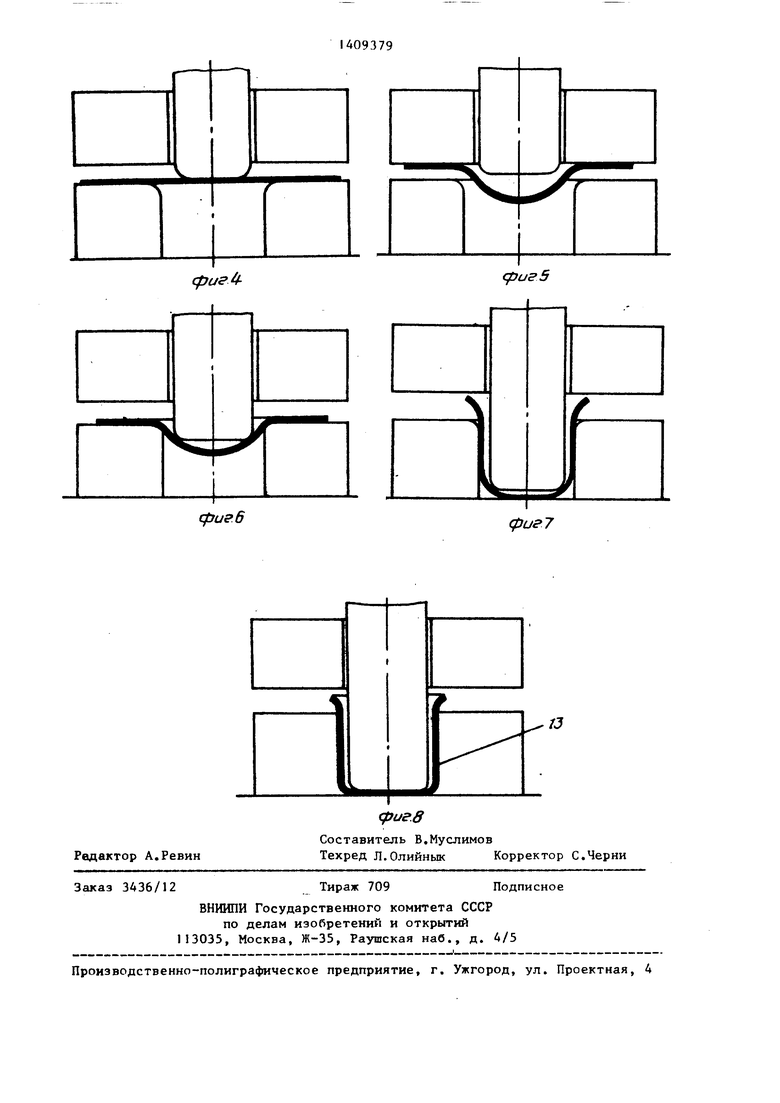
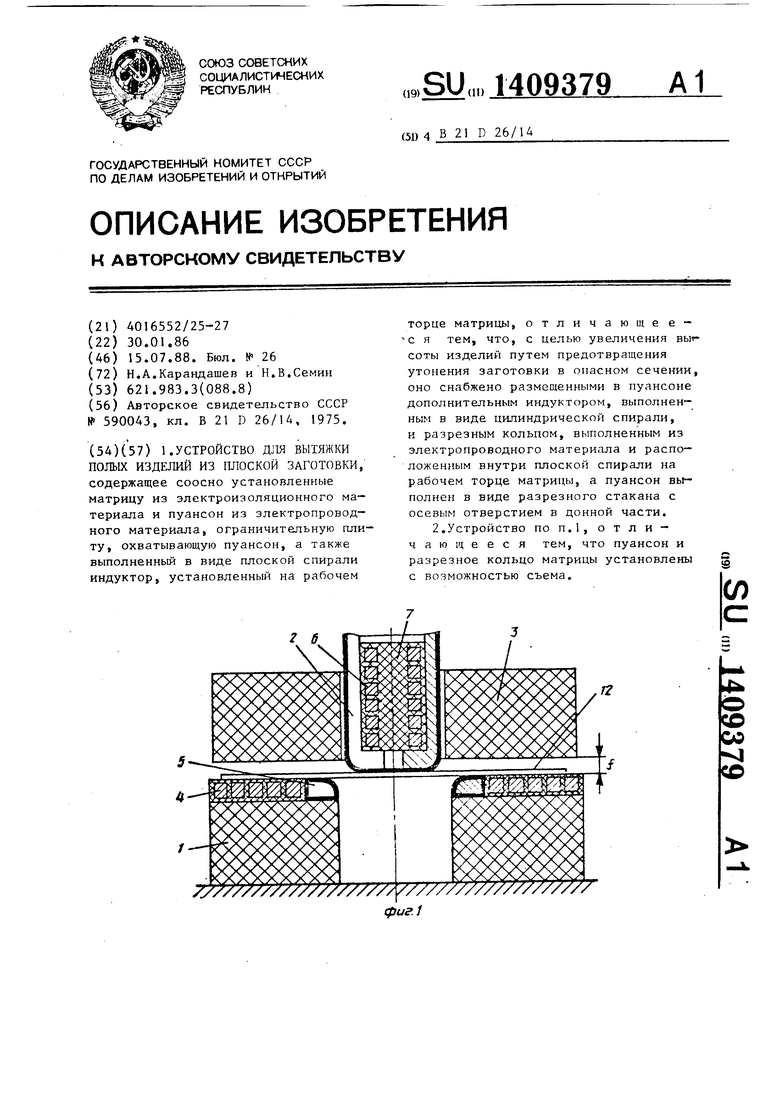
На фиГо1 изображено предлагаемое устройство, общий ВИД;в продольном разрезе; на фиг,2 - схема ра-спределе- ния токов в индукторах, кольце, пуансоне и заготовке; на фиг,3 - схема прохождения наведенных токов в кольце и пуансоне; на фиг,А-8 - стадии вытяж ки.
Устройство содержит соосно установленные матрицу I из электроизоляционного материала и пуансон 2 из электропроводного материала, выполненный в виде сменного полого разрезного стакана с осевым отверстием, изолированного по наружной боковой поверхности, ограничительную плиту 3, охватывающую пуансон 2, выполненный в виде плоской спирали, индуктор 4, установленный на рабочий торец матрицы 1, внутри которого расположено сменное разрезное кольцо 5 из электропроводного материала, изолированное по наружной по- верхности, и дополнительный индуктор 6, выполненный в виде цилиндрической спирали и размещенный внутри пуансона 2 во вставке 7.
На фиг,2 и 3 обозначены:
8- разрядный ток, пропускаемый по виткам индукторов 4 и 6;
9- наведенный ток в разрезном кольце 5;
10- наведенный ток в пуансоне 2;
11- наведенный ток в заготовке. На фиг-, 1 и 2 позицией 12 обозначена обрабатываемгя плоская заготовка,
На фиг.8 позицией 13 обозначено готовое изделие,
Устройство работает следующим образом.
При пропускании разрядного тока 8 по виткам индукторов 4 и 6 в разрезном кольце 5 и в пуянсоне 2, вы- полненном в виде сменного полого разрезного стакана, наводятся токи 9 и 10, которые перетекают по щели разреза у кольца 5 на внутреннюю поверхность, а у разрезного стакана - на наружную поверхность (цилиндрическую и донную), В результате на заготовке 12 будут наводиться токи 11 от плоской спирали индуктора, разрезног кольца и от разрезного стакана 2, При этом направления наведенных токов на заготовку 12 будут противоположны токам из соответствующих элементов, В результате заготовка будет отталкиваться от разрезного кольца, плоской спирали и от пуансона. Отталкиваясь от разрезного кольца и от плоской спирали, фланец заготовки 12 с высокой скоростью перемещается до соударения с ограничительной плитой 3, а центральная часть заготовки 12, отталкиваясь от пуансона 2, принимает форму плавного чашеобразного углубления. Таким образом, заготовка 12 в процессе деформирования не контактирует с пуансоном 2 и в донной части не возникает локальная граница между деформируемой и недеформируемой частью заготовки 12, т,е, в деформации участвует весь объем материла заготовки.
После окончания первого цикла деформирования пуансон 2 вместе с частично отформованной заготовкой 12 перемещают до соприкосновения ее фланца с плоской рабочей частью индуктора 4 и разрезного кольца 5, После этого осуществляют следующий цикл деформирования,
При втором и последующих циклах одновременно с деформированием фланца происходит калибровка раздачей по матрице 1, Как только центральная часть заготовки 12 коснется дна матрицы 1 , начнется переформовка этой части заготовки 12 до получения плоского дна. На заключительной стадии вытяжки, если фланец заготовки 12 еще находится в зоне действия рдзрез ного кольца 5, плоскую спираль индуктора 4 отключают.
Предлагаемое устройство (в отличие от известного) обеспечивает увеличение высоты вытягиваемых изделий путем предотвращения утонения заготовки в опасном сечении.
Л7 10
12
I -Ь + 4- -f
ОШИИЕ::
ч 8
71
959
// 7/
.11...
ггмттнж
фиг.2
сригЗ
сригМ(риг 6
сригВ
(риг 7
| ДРОССЕЛЬ-ШАЙБОВЫЙ ПАРОМЕР | 1926 |
|
SU5900A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
