тель 13, охватывающий матрицу. При достижении требуемой температуры производят подпрессовку (монолитизацию) пакета на гидропрессе (фиг. 2). Температуру и давление, обеспечивающие качественную мойолитизацию, подбирают в зависимости от состава керамической массы.
Спрессованные групповые пакеты имеют строго стабильные размеры, определяемые размерами гнезда матрицы, причем расположение металлизированных слоев отдельных конденсаторов в пакете также строго ориентировано относительно торцовых сторон пакета, что обеспечивает разрезку пакета на отдельные конденсаторы по координатам, отсчитываемым от двух смежных сторон.
Групповой пакет с помощью воска или легкоплавкой мастики приклеивается к керамической подложке, которая, в свою очередь, приклеивается к металлическому столику. Приклейку производят на угольнике так, чтобы смежные базовые стороны пакета и столика строго совпадали.
Песколько таких столиков с приклеенными пакетами устанавливают на приспособлении алмазно-отрезного станка так, чтобы одна из базовых сторон прижималась к борту приспособления, расположение которого строго совпадает с направлением хода стола станка.
Выдерживание координат резки обеспечивают поперечным перемещением стола.
По окончании разрезки пакетов на полосы с помощью тонкого алмазного круга столики с пакетами поворачивают на 90°, прижимают к борту второй базовой стороной и производят разрезку пакета уже на отдельные конденсаторы.
По окончании разрезки конденсаторы отделяют от подложки, отмывают в горячей воде, просушивают, металлизируя торцы одним из известных способов, и производят обжиг в конвейерной или муфельной печи.
Предмет изобретения
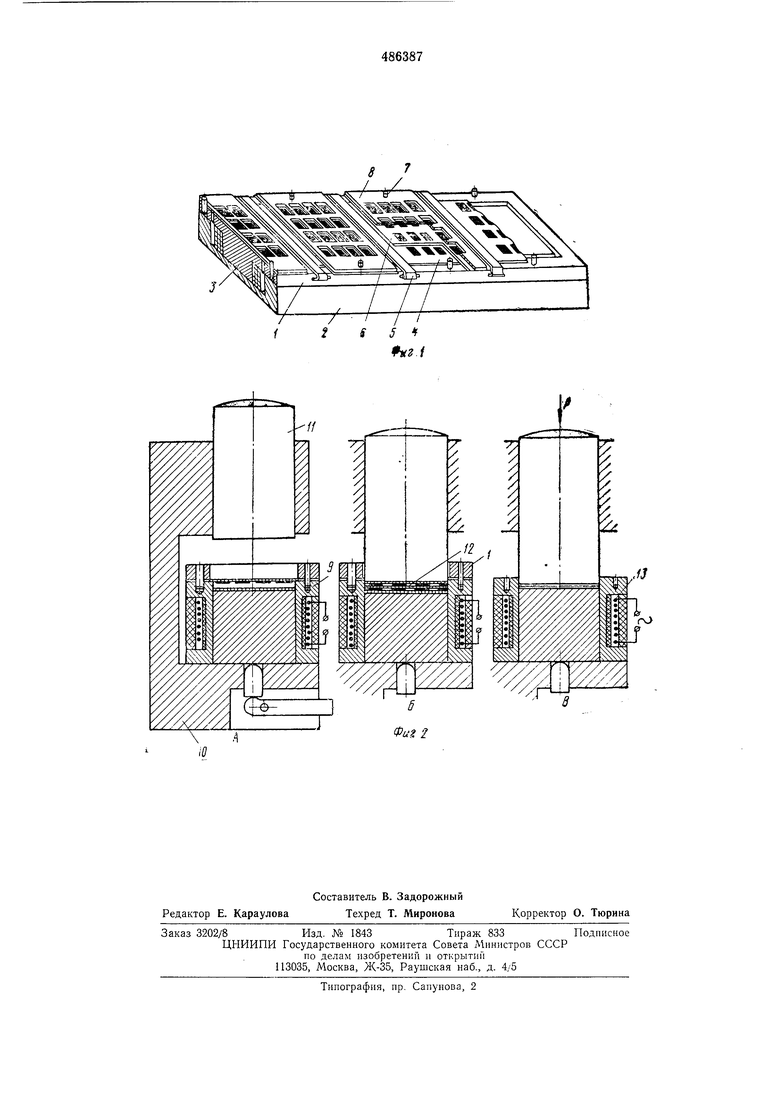
Способ изготовления прецизионных многослойных тонкопленочных керамических конденсаторов, включающий операции нанесения электродов на пленку, вырубки с использованием вырубного щтампа, сборки заготовок в пакет, прессования пакета и разрезки его на полосы, отличающийся тем, что, с целью увеличения механической прочности и обеспечения монолитизации пакета с одновременным достижением высокой точности взаимного расположения электродов, сборку пакета заготовок осуществляют в процессе вырубки в гнезде матрицы штампа, а перед прессованием производят нагрев пакета.
J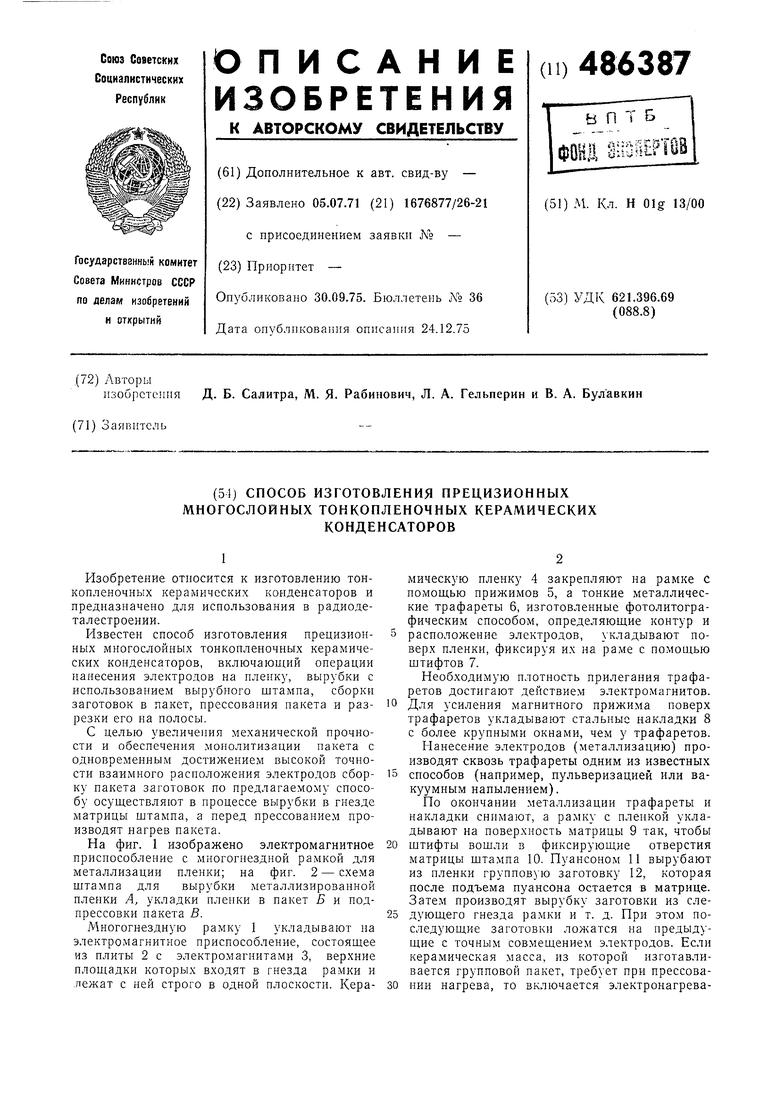
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления групповых пакетов монолитных керамических конденсаторов | 1982 |
|
SU1173455A1 |
| Линия для изготовления групповых пакетов монолитных керамических конденсаторов | 1986 |
|
SU1406653A1 |
| Станок для резки керамических изделий | 1974 |
|
SU613908A1 |
| Устройство для изготовления пакетов керамических конденсаторов | 1983 |
|
SU1088080A1 |
| МАЛОГАБАРИТНЫЙ КЕРАМИЧЕСКИЙ МНОГОСЛОЙНЫЙ КОНДЕНСАТОР МАЛОЙ ЕМКОСТИ | 1993 |
|
RU2069404C1 |
| Способ изготовления многослойных керамических монолитных конденсаторов | 1980 |
|
SU920869A1 |
| Способ изготовления стеклокерамических конденсаторов с алюминиевыми электродами | 1979 |
|
SU928431A1 |
| Устройство для изготовления пакетов керамических конденсаторов | 1981 |
|
SU1003164A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОЛИТНЫХ КЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ | 1993 |
|
RU2084035C1 |
| Устройство для изготовления пакетов керамических конденсаторов | 1973 |
|
SU468311A1 |