(54) СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОКЕРАМИЧЕСКИХ КОНДЕНСАТОЮВ С АЛЮМИНИЕВЫМИ ЭЛЕКТЮДАМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стеклокерамических конденсаторов с электродами из алюминиевой фольги | 1979 |
|
SU1001204A1 |
| Способ изготовления заготовок стеклокерамических конденсаторов | 1983 |
|
SU1109816A1 |
| Способ изготовления заготовок стеклокерамических конденсаторов | 1980 |
|
SU917220A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОЛИТНЫХ КЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ | 1993 |
|
RU2084035C1 |
| ШЛИКЕР ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКОЙ ПЛЕНКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1992 |
|
RU2049758C1 |
| Способ изготовления многослойных керамических монолитных конденсаторов | 1980 |
|
SU920869A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОЛИТНЫХ СТЕКЛОКЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ | 1971 |
|
SU313231A1 |
| КЕРАМИЧЕСКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2154361C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПЬЕЗОКЕРАМИЧЕСКИХ ЭЛЕМЕНТОВ | 2014 |
|
RU2572292C1 |
| ПЛЕНОЧНЫЙ КОНДЕНСАТОР | 2009 |
|
RU2402830C1 |
Изобретение относится к электронной тех нике и может быть использовано для изготовления многослойных стеклокерамических конденсаторов с электродами из неблагородных металлов.
Известен способ изготовления многослойных конденсаторов со стеклосодержашим диэлектриком, спекающимся при температуре ниже 600°С, в сочетании с электродом из неблагородного металла 1.
Недостатком известного способа является сложность технологического процесса.
Наиболее близким по технической сущности к предлагаемому является способ изготовления стеклокерамических конденсаторов, включающий приготовление гетерогенной смеси тонкоднсперсных порощков неоргш1Ического стекла и керамики, раскрой алюминиевой фольги, формирование диэлектрика на алюминиевой фольге, групповую сборку многослойных пакетов с последующим горячим прессованием и резкой на отдельные заготовки 21.
Недостатками этого способа являются низкие удельные характеристики изготовленных конденсаторов, ннзкая электрическая прочность.
Целью изобретения является расширение диапазона номинальных емкостей и рабочих напряжений и упрощение технологии.
Цель достигается тем, что согласно способу изготовления стеклокерамических конденсаторов с алюминиевыми электродами, включающему приготовление гетерогенной смеси гонкошспершых порощков неорганического стекла и керамики, раскрой алюминиевой; фольги, формирование диэлектрика на алюминиемой фольге, групповую сборку многослойных пакетов с последующим горячим прессованием и резкой на отдельные заготовки, наклеивают алюминиевую фольгу на лавсановую ленту, форкшруют диэлектрик в виде пленки толщнной 15-500 мкм литьем шликера на алюминиевую фольгу, после чего производят воздушную сушку и удаление лавсановой подложки; и осуществляют групповую сборку многослойных пакетов с последующей термообработкой их при температуре 420-550С и удельном давлении 60-140 кг/см. Сущность способа заключается в следующем. Из стеклокерамической композиции с неорганическим связующим непосредственно на алюминиевую фольгу толщоюй 5-15 мкм выкроенную в виде гребенки - труппы объединенных зубцов разной ширины - и . наклеенную на лавсановую ленту, отливают пленку, толщину которой можно варьировать от 15 до 500 мкм. После воздушной сушки в течение 10- 60 мин лавсановую подложку отделяют, а двухслойную пленку (диэлектрик-алюминиевый электрод) разрезают на пластины, из которых собирают многослойные конденсатор ные пакеты, подвергающиеся затем спеканию при температуре 420-550°С (в зависимости от содержания керамической составляющей в композиции) и удельном давлении 60140 кг/см После спекания (енный пакет разрезают на отдельные емкостные элементы-заготовки. В процесса спекания стекло, расплавляясь обволакивает и стягивает частицы керамики в монолитный блок, остаточная пористость материала не превышает 6%. Равномерное прессование по всей рабочей площади диэлек рика исключает образование областей с повышенной пористостью и наличием микротрещин, что позволяет в 1,5-2 раза повысить рабочий градиент напряжения, а, следовательно, уменьшить толщину диэлектрика и увеличить максимальную и удельную емкость конденсатора. Уплотнение структуры диэлект рика приводит к повышению влагоустойчивости и эксплуатационной надежности конденсаторного пакета. Таким образом, предлагаемый способ обес печивает получение стеклокерамических конденсаторов с алюминиевыми электродами и расширенным диапазоном емкостей и рабочи напряжений, с повышенной влагоустойчивость и эксплуатационной надежностью. Использование алюминиевой фольги малой толщины, упрощение операции влагозащиты, подключение операции термического закрепления диэлектрического слоя на алюминиевом электр де снизит материалоемкость и трудоемкость таких конденсаторов. Для изготовления высокочастотных конден саторов группы ТКЕ М75 используют керамику марки ТЛ/-75 (твердый раствор алюмината лантата и титаната кальция), пИрошюбат свинца и легкоплавкое свинцово-боратное стекло марки СКЭ-5. Указанные ма14, териалы измельчают до удельной поверхности 8000-10000 , смешивают в заданном соотношении между собой и с поливинилбутиральной связкой до состояния шликера с вязкостью по воронке ВЗ-4 25±5 с. Шликер через фильеру разливают на движущийся раскрой алюминиевой фольги, наклеенный на лавсановую ленту. Толщина получаемой пленки определяется шириной фильеры и скоростью движения ленты-подложки. После воздушной сушки и отделения лавсановой подложки двухслойную пленку разрезают на пластины, содержащие определенное число зубцов - заготовок конденсаторов для многослойных пакетов с последующей термообработкой их по режиму: нагревание до 420-550°С со скоростью 818 С/мин; прессование при давлении 60140 кг/см в течение 1-1,5 мин. Толщина диэлектрической пленки после термообработки составляет 60% от толщины воздушно-сухой пленки. Пример 1. На раскрой алюминиевой фольги, рассчитанный на изготовление группы конденсаторов размеров 2x2 мм и наклеенной, например, 12%-ным раствором поливинилбутираля на лавсановзто основу, отливают стеклокерамическую пленку толщиной 330 мкм, сушат ее на воздухе и разрезают на пластины, затем производят сборку из трех слоев блока пакетов конденсаторов, который подвергают термообработке по режиму: нагревание до 530+10° С со скоростью 10° С/мин; прессование при давлении 100 кг/см. в течение 1 мин. После разделения блока на заготовки и оформления контактного узла полученные конденсаторы имеют следующие характеристики: емкость С 10 + пФ, тангенс угла диэлектрических потерь tg (f 14-16 сопротивление изоляции . 10 Ом. Пример 2. На раскрой алюминиевой фольги, расчитанный на изготовление Группы конденсаторов 10 х 10 мм и наклеенной, например, 12%-ным раствором поливинилбутираля на лавсановую основу, отливают стеклокерамическую пленку толщиной 45 мкм, производят сборку блока пакетов конденсаторов из 30 слоев, который подвергают термообработке по режиму: нагревание до 540 ± 10° С со скоростью 15С/мин; прессование при давлении 120 кг/см в течение 1 мин. После разрезки блока на заготовки и оформления контактного узп полученные конденсаторы имеют емкость
С 40000-45000 пФ, tg6. 10 15- 18, , Ом.
Конденсаторы работоспособны в интервале телшератур от - до +85С при напряженни 50 В.
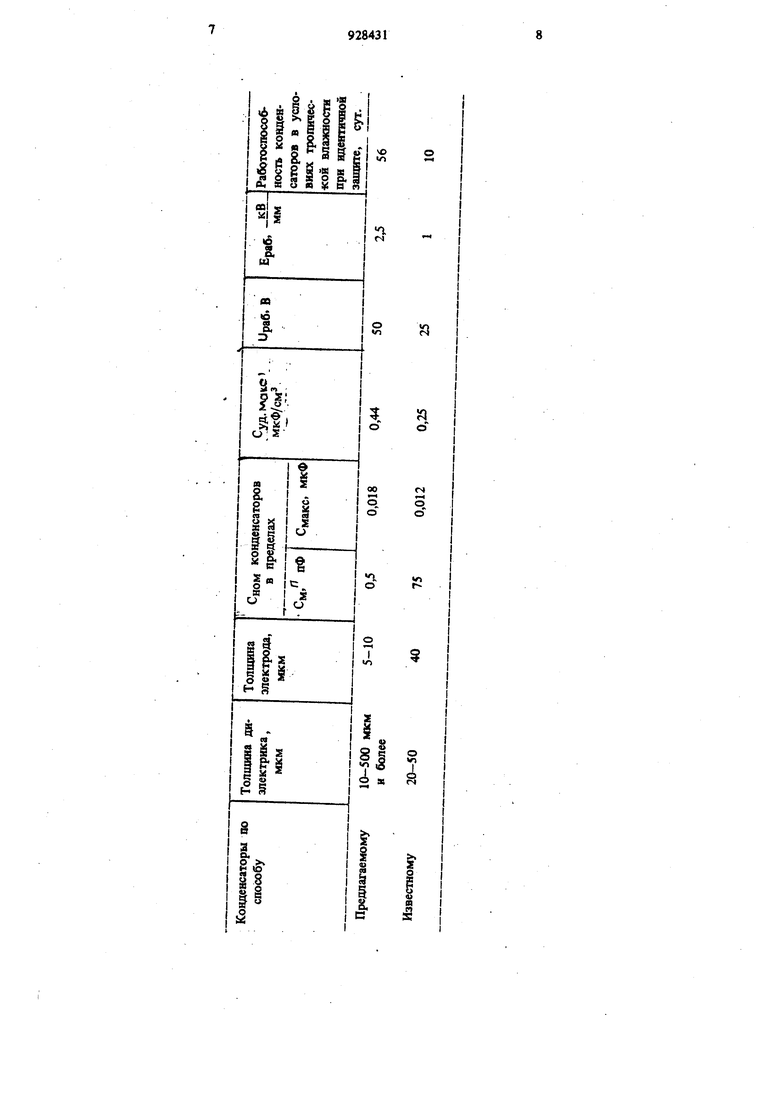
В таблнце приведены сравннтельные характеристики конденсаторов.
Как следует из таблицы, предложенный способ дает возможность получать стеклокерамические конденсаторы с алюминиевыми электродами с расширенной шкалой номинальных емкостей я рабочих напряжений, с пов ышенной в 1,7 раза емкостью, более влагоустойчивые, чем известные конденсаторы.
Формула изобретения Способ изготовления стеклокерамически}( ковденсаторов с алюминиевьсми электродами, включаюишй приготовление гетерогенной смеси тонкодисперсиых порошков иеоргаиического стекла и керамики, раскрой алюминиевой фольги, формирование диэлектрика на алюминиевой фольге, групповую сборку многослойных пакетов с последующим горячим прессованием и резкой на отдельные заготовки, отличающийся тем, что, с целью распшрения диапазона номиналь-ных емкостей и рабочих нап{ яжений и упрощения технологии, наклеивают алюминиевую фольгу на лавсановую ленту, формируют ди2843110
этектрик в виде пленки толщиной 15-
500 мкм литьем щликера на алюминиевую фол, после чего производят воздушную сущку и удаление лавсановой подложки и 5 осуществляют групповую, сборку многослойиых пакетов с последующей термоо боткой их при температуре 420-550 С и удельном давлении 60-140 кг/см.
t-.
о Источники 1шформа1щи,
принятые во внимание п{ж 3Kciieptti3f
