(54.) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ КЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ
1
Изобретение относится к производству конденсаторов.
Известно устройство для изготовления пакетов керамических конденсаторов, содержащее связанные с приводным ме- , ханизмом механизм подачи пленочных керамических заготовок, механизм транспортировки и базирования керамических заготовок с вакуумными захватами, механизм нанесения электродов на керамические заготовки, механизм вырубки пластин из керамических заготовок и оборки их в пакеты и механизм горячего прессования пакетов .
Недостатками известного устройства являются неудовлетворительное качество изделий и их вьюокая себестоимость, обусловленные использованием для нанесения электродов на керамические заготовки метода трафаретной печати, что приводит к искажению формы и размеров электродов при наметании и засыхании пасты на окнах трафарета и большие потери дорогостоящей пасты при промьюке трафаретов.
Цель изобретения - повьпиение качества и снижение себестоимости изделий.
Поставленная цель достигается тем, что устройство для изготовления пакетов керамических конденсаторов, содержащее связанные с приводным механизмом механизм подачи пленочных керамических
,0 заготовок, механизм транспортировки и базирования керамических заготовок с вакуумными захватами, механизм нанесе. ния электродов на керамические заготовки, механизм вырубки пластин из кера-
,5 мических заготовок и сборки их в пакеты и механизм горячего прессования пакетов, снабжено механизмом подачи и отделения заготовок электродов, выполненным в виде лентопротязкногр ме-
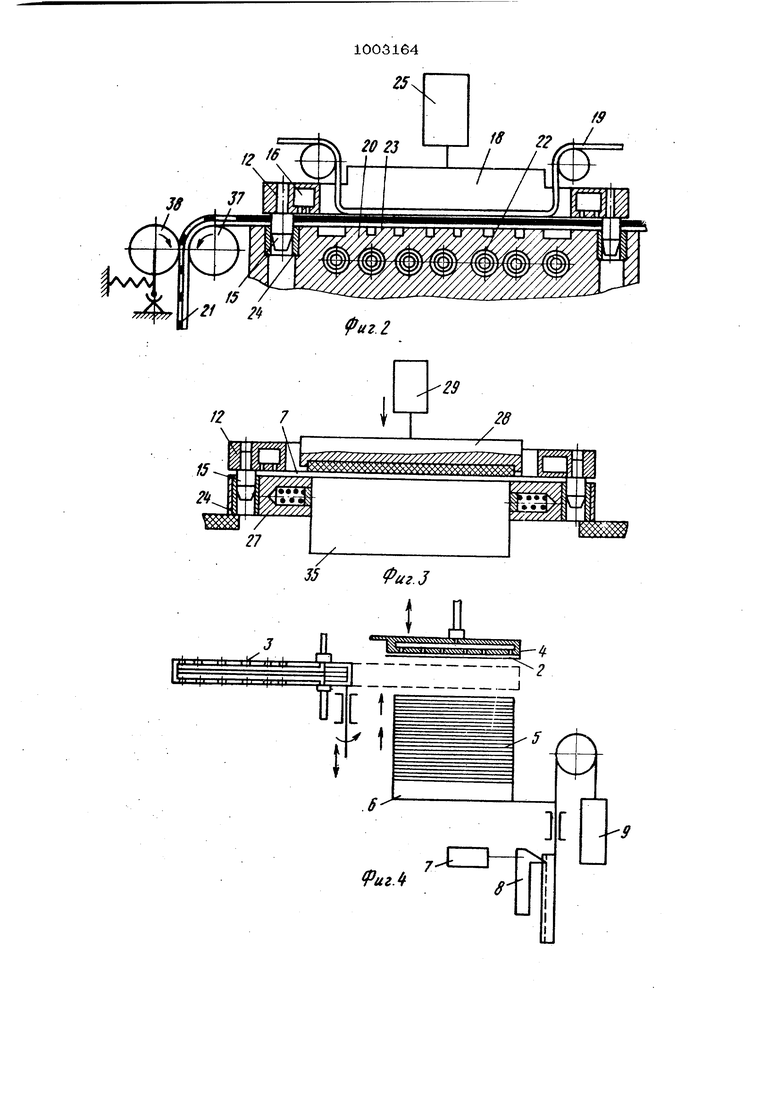
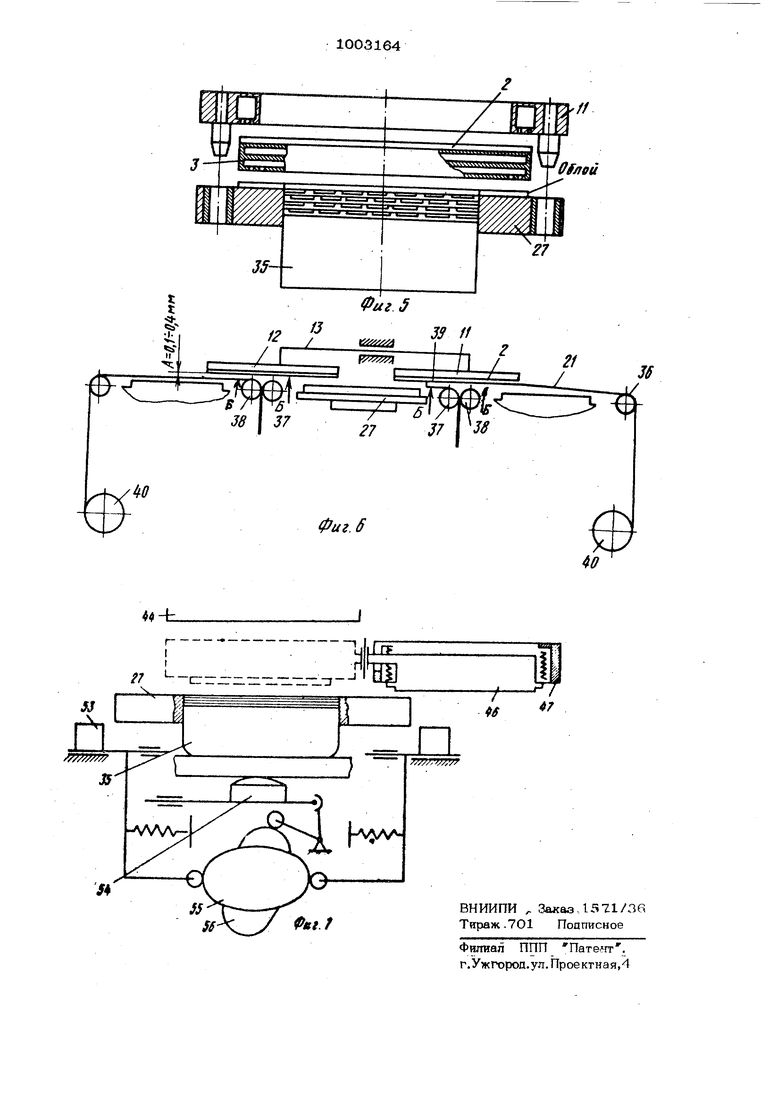
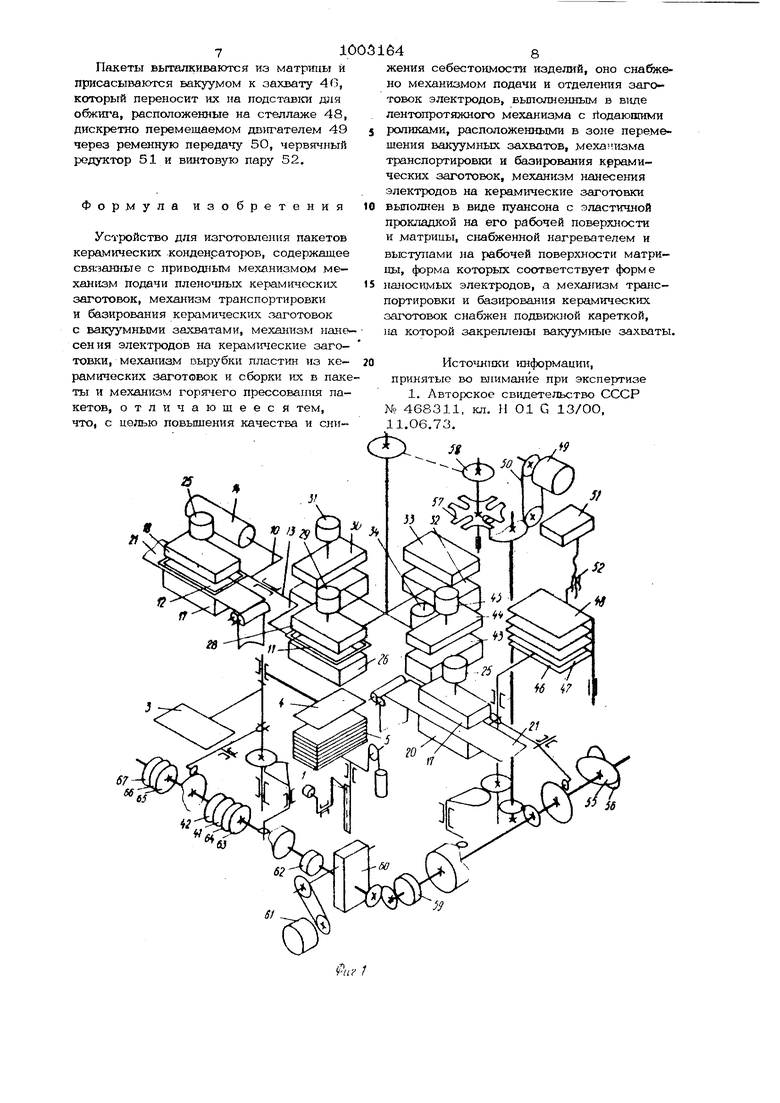
20 ханизма с подающими роликами, расположенными в зоне перемещения вакуумных захватов, механизма транспортировки и базирования керамических заготовок, механизм нанесения электродов на кера- 10 мтескке заготоБки выполнен в виде пуансона с эластичной прокладкой на его рабочей поверхности и матрицы, снаб женной нагревателем и выступами на рабочей поверхности матрицы, форма которых соответствует форме наносимых электродов, а механизм транспортировки и базирования керамических заготовок снабжен подвижной кареткой, на которой закреплены вакуумные захваты. На фиг. 1 изображена кинематическая схема устройства; на фиг. 2 - механизм нанесетш электродов на керамические заготовки; на фиг. 3 - механизм вырубки пластин и сборки их в пакеты; на фиг. 4 механизм подачи керамических заготовок на фиг. .5 - механизм загрузки керамических заготовок; на фиг. 6 - механизм нодачи и отделения заготовок электродов; на фиг. 7 - механизм разгрузки. Устройство содержит механизм 1 подачи пленочных керамических заготовок , 2, включающий вакуумный захват 3 загру ки, вакуумный захват 4 поштучной выцачи из (СТОПЫ 5 заготовок 2. и основание 6, на котором размещается указанная стопа 5. Механизм подачи основания 6 состоит из электромагнита 7, храпового механизма 8 и груза 9. Устройство содержит также механизм 1О транспортировки и базирования загото вок 2 с вакуумными захватами 11 и 12, один из которых ( 11) закреплен справа, а другой (позиция 12) - слева на каретке 13, связанной с гидроцилиндром 14.Оба захвата 11 и 12 снабжены фиксаторами, вьшолненными в виде штырей 15,и вакуумными каналами 16. В состав устройства входят два механизма 17 (левый и правый) нанесения электродов, каждый из которых содержит пуансон 18, снабженный со стороны, обра щенной к керамической пластине, эластичной прокладкой 19, рельефную матрицу 20, имеющую на своей рабочей поверхности, контактирующей с ленточным носителем 21 заготовок электродов из проводящего материала, нагреватель 22, выступы 23, соответствующие форме и размерам электродов, втулки 24 с фиксируюищми отверстиями под штыри 15 и силовой цилиндр 25. Кроме того, устройство содержит механизм 26 вырубки пластин из керамических заготовок с нанесенными на них электродами и сборки их в пакеты, включающий пресс форму 27 и пуансон 28 вырубки, перемещаемый посредством гидроцилиндра 29. 644 В устройство входит также нагреватель 30 предварительного разогрева пакетов, выполненный в виде гладкой плиты, перемещаемой гидроцилиндром 31. Устройство содержит механизм 32 горячего прессования, в который входит нагреватель 33, вьшолненньгй в виде гладкой плиты, гидроиилиндр 34 и нижний пуансон 35. Кинематически связанный с каждым из механизмов 17 нанесения электродов механизм 36 подачи заготовок электр.лаов и отделения нанесенных на керамическую пластину электродов от носителя снабжен парой роликов 37 и 38 с встроенными обгошагми муфтами, допускающими перемещение носителя 21 только в направлении позиции вырубки и сборки пакета (указано стрелкой Б), с образованием петли 39 раздирки малого радиуса. Указанные ролики 37 и 38 располагаются на расстоянии ,1- 0,4 мм от поверхности керамической пластины, установленной на вакуум}гых захватах 11 и 12. В указанном механизме 36 подача заготовки электродов осуществляется лентопротяжным устройством, включающим в себя кроме роликов 37 и 38 еще и бобину 4О, электродвигатель привода которой, а также электродвигатель привода ролика 37 приводятся в работу посредством микропереключателей, действующих от кулачков 41 и 42. Входящий в устройство механизм 43 разгрузки содержит холодильник 44 с цтртшдром 45, вакуумный захват 46 с рамкой 47, стеллаж 48 и рычажно-зубчатый привод, состо5пций из двигателя 49, ременной передачи 5О, червячного редуктора 51 и винтовой пары 52, неподвижного упора 53 и подвижного упора 54, перемещаемого от кулачков 55 и 56. Привод перемещения прессформы 27 (их в устройстве 4) от одной рабочей позиции к другой осуществляется посредством мальтийского механизма 57 от зубчатой передачи 58, однооборотной муфты 59, редуктора 60 и двигателя 61. Привод механизма 1 подачи (загрузки) керамической пленочной заготовки осуществляется от редуктора 60 включением и выключением однооборотной муфты 62. Однооборотная муфта 62 осуществляет передачу движения на кулачки 6367, управляющие всеми силовыми цилиндр рами устройства. Устройство работает следукшпйл образом. Вакуумный захват 4 поштучглой выдач механизма 1 подачи керамической пленочной заготовки 2 опускается, срабатывает электромагнит 7, отводящий собачку xpanoBOix) механизма 8. Основание 6 со стопой 5 заготовок 2 под действием груза 9 поднимается, обеспечивая контакт вакуумного захвата 4 со стопой 5. Далее опускаясь, вакуумный захват 4 перемещает основание 6 в исходное положение. Включается вакуум в захвате 4 7 отключается, фиксируя основан 6 в нижнем положении и захват 4 поднимается с одной заготовкой 2. В зазор между захватом 4 и стопой 5 заходит вакуумный захват 3 загрузки и поднимается до касания захвата 4, вакуум в котором отключается. В это же время включается вакуум в захвате 3, который опускаясь и поворачиваясь, переносит заготовку 2 в зазор между вакуумным захватом 11 механизма 10 транспортировки и базировки с прессформой механизма 26 вырубки, на верхней плоскости которой лежит облой от предыдущей вырубки. Захват 3 поднимается, касаясь пластиной захвата 11, вакуум в захвате 3 отключается, а в захвате 11включается. Далее захват 3 опускает ся, а заготовка 2 остается закрепле1шой на захвате 11. Захват 3 опускается до касания облоя, при этом вакуум в захвате 3 включается, и, поднимаясь, захват 3 забирает облой. После поворота в исходное положение вакуум в захвате 3 отключается, и облой сбрасьгоается -в тару. После зарядки захвата 11 керамичес кой заготовкой 2 каретка 13 перемещае ся гидроцилиндром 14, при этом захват 12с пластиной, на которую уже нанесены электроды, устанавливается над пресс формой 27, а захват 11 с керамической пластиной - над рельефной матрицей 20, Далее цилиндр 29 механизма 26 вырубки, перемещая пуансон 28, вначале базирует захват 12 относительно прессформы 27 с помощью щтырей 15 и втул 24, а затем вырубает пакет конденсатора. По завершении вьгрубки вакуум в зах вате 12 отключается, и при подъеме последнего облой остается на верхней плоскости прессформы 27. В это время цилиндр 25 (правый) опускает пуансон 18 механизма 17 нанесения электродов и захват 11, фиксируя его относительно матрицы 2 О, штырями 15 по -втулкам 24 пуансон 18 через эластичную прокладку 19 прижимает керамическую пластш } и заготовку электродов в виде металлизированной пленки, представляющей собой слой проводящего материала, нанесешшШ на ленточный носитель 21, к матрице 20. При определенном давлении пуансона 18 и тактера- туре нагрева матрицы 2О производится отделение напрессовашгых на керамику электродов от носителя и одновременно заглубление электрода в керамиче ;кую пластину. Отделение электродов от носителя 21 выполняется при перемещении захвата 11 на позицию вырубки, при ролики 37 и 38 механизма 36 подачи заготовки электродов, снабженные обго№1ыми муфтами, устанавливаются с зазором ,1-О,4 мм, благодаря чему происходит образование петли 39. Заготовка электродов подается после каждого цикла металлизации лентопротяжным механизмом при включении электродвигателей, привода ролика 37 и бобины 40, при этом петля 39 остается на одном месте до оконча сия отделения. По окончании набора требуемого количества металлизироваш1ых керамических пластш в прессформу 27 включается однооборотная fyфтa 59, отключается однооборотная муфта 62, в результате чего отключается привод загрузки и включается привод поворота пресс4юрмы 27. Прессформа с позиции гырубкн перемещается на позицию предвар11тель)юго разогрева . пакетов, где цилиащр 31 onvcKaeT iiarpe„t,о ватель 30 на прессформу При следующем повороте прессформа 27 перемещается на позицс.ю горячего прессования, где пакет прессуется в монолит между нагревателем 33 механизма 32 горячего прюссования и пуансоном 35, перемещаемым от щтока гидроцилшодра 34. Далее следует еще один поворот прессформы 27, по завершении которого на прессформу 27 цишпадром 45 опускается холодильник 44, при этом прессформа прижимается к упору 53. По окончании охлаждения пакета холодильник поднимается, в зазор между . холодильником 44 и прессформой 27 механизма 43 разгрузки заводится захват 46 с рамкой 47, и посредством кулачков 55 и 56 упор 53 заменяется упором 54. Далее холодильник 44, опускаясь, нажимает через рамку 47 на матрицу прессформы 27, пуансон 35 прессформы опирается на упор 54. Пакеты выталкиваются из матртшы и присасываются вакуумом к захвату 46, который переносит их на подставют для обжига, расположенные на стеллаже 48, дискретно перемещаемом двигателем 49 через ременную передачу 5О, червячный редуктор 51 и винтовую пару 52. Формула изобретения Устройство для изготовления пакетов керамических конденсаторов, содержащее связанные с приводным механизмом механизм подачи пленошых керамических заготовок, механизм транспортировки и базирования керамических заготовок с вакуумными захватами, механизм нанесен ия электродов на керамические заготовки, механизм вырубки пластин из керамических заготовок и сборки их в пазсе ты и механизм горячего прессования пакетов, отличающееся тем, что, с целью повышения качества и CHTIжения себестоимости изделий, оно снабжено механизмом подачи и отделения заготовок электродов, выполненным в виде лентопротяжного механизма с йодающими роликами, расположенными в зоне перемещения вакуумных захватов, мехапюма транспортировки и базирования кррамических заготовок, механизм нанесения электродов на керам гческие заготовки выполнен в виде пуансона с эластичной прокладкой на его рабочей поверхности и матрицы, снабженной нагревателем и выступами на рабочей поверхности матрицы, форма которых соответствует форме наносимых электродов, а механизм транспортировки и базирования керамических заготовок снабжен подвижной кареткой, на которой закреплены вакуумные захваты. Источники 1шформации, принятые во внимание при экспертизе 1. Авторское св1щетельство СССР № 468311, кл, Н 01 G 13/ОО, 11.Об.73.
игг
Ll
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления пакетов керамических конденсаторов | 1983 |
|
SU1088080A1 |
| Линия для изготовления групповых пакетов монолитных керамических конденсаторов | 1982 |
|
SU1173455A1 |
| Устройство для изготовления пакетов керамических конденсаторов | 1973 |
|
SU468311A1 |
| Линия для изготовления групповых пакетов монолитных керамических конденсаторов | 1986 |
|
SU1406653A1 |
| Способ нанесения электродов на керамическую пленочную заготовку | 1978 |
|
SU911639A1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Линия набора листовых бумажных и фольговых заготовок в секции и комплектования секций в пакеты металлобумажных конденсаторов | 1980 |
|
SU886081A1 |
| Штамп с отключаемыми пуансонами | 1984 |
|
SU1274823A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Устройство для нанесения металлосодержащей пасты на торцы плоских заготовок,преимущественно керамических конденсаторов | 1981 |
|
SU991524A1 |