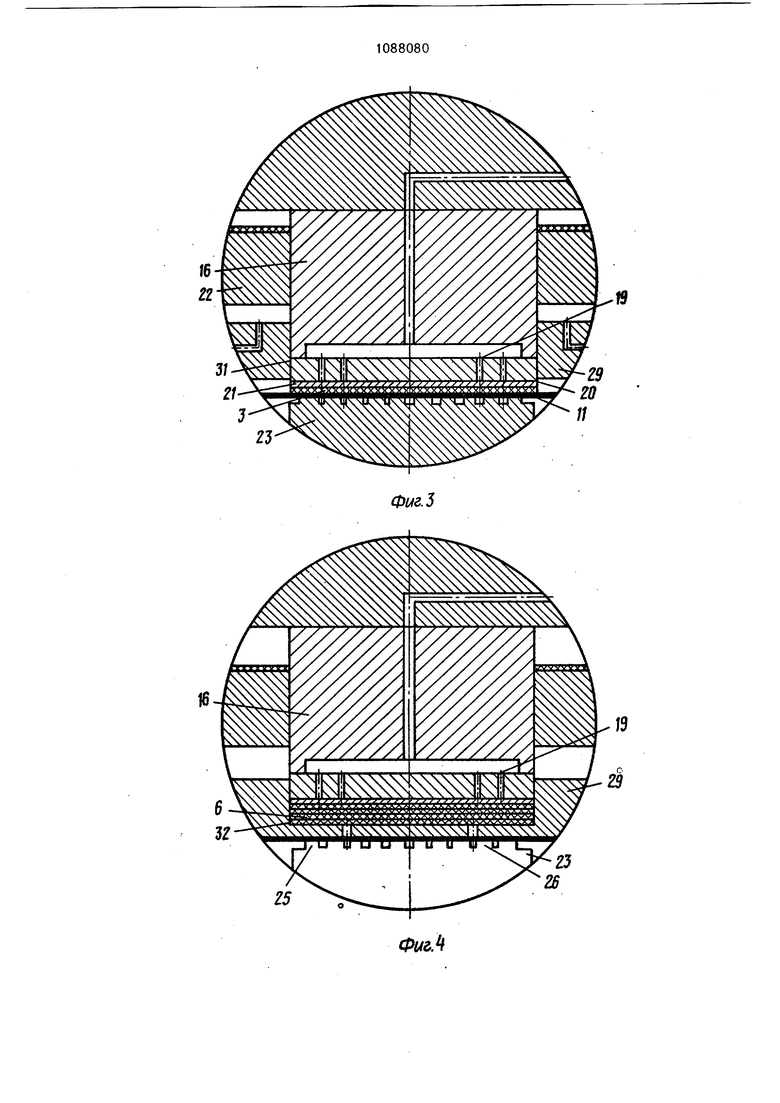
Изобретение относится к области электронной техники, в частности, к технологическому оборудованию для изготовления пакетов многослойных к рамических конденсаторов. Известно устройство для изготовления пакетов керамических конденсаторов, содержащее механизм подачи керамической пленки, механизм нанесения электродов, механизм прессования, транспортирующий механизм с вакуумными присосками и привод 1J . 6 этом устройстве рамка с керамической пленкой подается к механизму вьфубающему из пленки заготовки, в полые пуансоны с вакуумными присосками, далее заготовки транспортирую ся к сеткотрафаретному механизму с эластичным ракелем, наносящему элек троды, к механизму сушки, и затем заготовки перекладываются в прессую щий механизм с пуансоном и матрицей Недостатками данного устройства являются неудовлетворительное качес во пакета, обусловленное тем, что при каждой операции металлизация на край окна трафарета налипает и засыхает слой пасты, вследствие чего постепенно искажаются размеры и фор ма наносимого электрода, при этом базирование пластин по юс «раю в полых пуансонах в процессе транспор тирования от одной технологической позиции к другой и наличие значител ного количества базирующих рамок не обеспечивает совмещения электродов при толщине керамической пленки меньшей 0,05 мм. Известно также устройство для изготовления керамических конденсаторов, содержащее последовательно расположенные и соединенные с приво дом механизм нанесения керамической пленки, подачи керамической пленки, нанесения электродов на керамическую пленку с пуансоном и трафаретом и механизм прессования керамиче кой пленки. Механизм подачи керамической пленки выполнен в виде соеди ненной с приводом бесконечной ленты с кадрами и снабжен узлом шаговой подачи ленты, причем трафарет механизма нанесения электродов выполнен с четным числом кадров, лента механизма подачи керамической пленки выполнена с нечетньи количеством таких же кадров, а окна трафарета на одном из двух соседних кадров смещены в направлении перемещения ленты относительно окон другого кадра 2 . Недостатком этого устройства также является неудовлетворительное качество пакетов вследствие неточности совмещения электродов в пакете из-за большого количества кадров на керамической пленке, нечетное количество которых соотносится к четному количеству кадров трафарета с некоторым смещением окон одного из кадров трафарета относительно окон другого кадра. Ближайшим по .своей технической сущности к изобретению является устройство для изготовления пакетов керамических конденсаторов, содер; ащее механизм протяжки керамической пленки, механизм вырубки заготовок и нанесения на них электродов, выполненный в виде пуансона с эластичной прокладкой на его рабочей поверхности, матрицы с выступами двух типоразмеров и вырубной матрицы, и механизм транспортировки и сборки заготовок в пакет з . Недостатками известного устрюйства являются сложность его конструкции, ведущая к низкой надежности его работы, и неудовлетворительное качество изготовления пакетов. Сложность конструкции и низкая надежность работы обусловлены тем, что устройство .содержит четырехпозиционный ротор, на рабочих позициях которого выполняются следующие операции с помощью самостоятельных рабочих механизмов: вырубка заготовок и сборка их в пакет, предварительный нагрев пакетов, Горячеве прессование пакетов, разгрузки пакетов. Кроме того, устройство содержит дополнительно две позиции нанесения электродов с двумя самостоятельными механизмами, калздый из которых содержит пуансон и рельефную матрицу с выступами, соответствующими двум размерам наносчмых на поочередно подаваемые и пакетируемые заготовки электродов, а также отдельный механизм перемещения заготовок с позиции вырубки поочередно то на одну, то на другую позицию нанесения электродов. Вследствие наличия в устройстве нескольких рабочих позиций с различными самостоятельными рабочими механизмами (отдельные две позиции нанесения электродов двух размеров, отдельные позиции вырубки заготовок, горячего прессования пакета) снижается точность изготовления пакетов, в частности точность нанесения и взаимного расположения в пакете электродов, в результате чего снижа ется качество изготовления пакетов. Цель изобретения - упрощение кон струкции и улучшение качества изготовленных пакетов конденсаторов. Цель достигается тем, что в устройстве для изготовления пакетов керамических конденсаторов, содержа щем механизм протяжки керамической пленки,механизм вырубки заготовок |и нанесения на них электродов, выполненный в виде пуансона с эластичной прокладкой на его рабочей поверхности, матрицы с выступами двух типоразмеров и вырубной матрицы и механизм транспортировки и c6o ки заготовок в пакет, механизм вырубки заготовок и нанесения на них электродов и механизм транспортиров ки и сборки заготовок в пакет выпол нены в виде поворотного двухпозиционного подпружиненного стола, на одной позиции которого выполнено сквозное окно, а на другой - гнездо для сборки заготовок в пакет, приче пуансон механизма вырубки заготовок и нанесения на них электродов снабжен вакуумными каналами и расположен с одной стороны поворотного сто ла, а матрица с выступами этого механизма расположена соосно пуансо ну с другой стороны поворотного сто , и выполнена в виде поворотного двух позиционного трафарета, выступы одного типоразмера на одной позиции которого расположены симметрично вы тупам другого типоразмера другой позиции, а поворотный стол и поворо ный трафарет кинематически связаны между собой с возможностью поворота на половину оборота при помощи, например, мальтийского механизма. При этом сквозное окно поворотно го двухпозиционного стола снабжено режущими кромками, образующими допол нительную вырубную матрицу. На фиг. 1 схематично изображено устройство, вид спереди; на фиг. 2 то же, вид сбоку; на фиг. 3 - рабочие узлы устройства на позиции нанесения электродов, в разрезе; на фиг. 4 - то же, узлы на позиции сбор ки и подпрессовки пакета; на фиг.5 схема набора керамических заготовок с нанесенными электродами в пакет. Устройство содержит механизм 1 протяжки, механизм 2 вырубки заготовок 3 и нанесения на них электродов 4, механизм 5 транспортировки и сборки заготовок 3 в пакет 6 и приводной механизм 7. Механизм 1 протяжки содержит смоточные бобины 8 с керамической пленкой 9, и бо.бины 10 с металлизированной лентой 11 и соответствующие им намоточные бобины 12 и 13 с приводами 14 и 15. Механизм 2 вырубки заготовок 3 и нанесения на них электродов 4 содержит пуансон 16, установленный совместно с ловителем 17 на траверсе 18 и снабженньй каналами 19 для периодической подачи вакуума и сжатого воздуха, рабочими режущими кромками 20 для вырубки заготовок 3 и эластичной прокладкой 21, вырубную матрицу 22, предназначенную для вырубки заготовок 3 из пленки 9, формующую матрицу 23, выполненную в виде двухпозиционного трафарета, с базирующим отверстием 24 и выступами 25 и 26 для нанесения электродов 4 разного разме ра, причем выступы большего размера 25 на одной половине матрицы 23 расположены симметрично выступам меньшего размера 26 другой половины матрицы 23, раздирочный ролик 27 и гидроцилиндр 28, соединенньш через траверсу 18 с пуансоном 16. Механизм 5 транспортировки и сбори заготовок 3 в пакет 6 содержит вухпозиционный поворотный стол 29, пирающийся на пружину 30 и имеющий а одной позиции сквозное окно 31, снабженное режущими кромками для вырубки керамических заготовок 3 из плоских заготовок (без бобин), образующими дополнительную вырубную матрицу, а на другой - гнездо 32 для сборки и подпрессовки пакета 6.. На поворотном двухпозиционном столе 29 установлен регулируемый упор 33 и имеется базирзпощее отверстие 34. Приводной механизм 7 содержит привод 35, соединенный через мальтийский механизм 36 с формующей матрицей 23 механизма 2 вырубки загоовок и нанесения на них электродов, мальтийский механизм 37, соединенный с поворотным двухпозиционным сто лом 29 механизма 5. Рабочие органы: пуансон 16, вырубная матрица 22, формующая матрица 23 механизма 2, окно 31 или гнездо 32 поворотного двухпозиционноро стола 29 механизма 5 на рабочей пози ции устройства расположены соосно. Совмещение рабочих органов: пуаясона 16, вырубной матрицы 22, формующей матрицы 23, окна 31 или гнезда 32 стола 29 осуществляется ловителем 17, входящим в базирующие отверстия 24 и 34 при перемещении траверсы 18 от гвдроцилиндра 28. Устройство работает следующим образом. Механизмом 1 протяжки керамическая пленка 9, сматываясь с бобины 8, перемещается на шаг под пуансон 16. После остановки привода 14 срабатывает гидроцилиндр 28, перемещающий траверсу 18 с пуансоном 16, который в вьфубной матрице 22 вырубает керамическую заготовку 3. В момент вырубки вакуумом через каналы 19 заготовка 3 присасывается к пуансону 16. При дальнейщем перемещении пуансона 16 заготовка 3 переносится и прижимается вместе с металлизированной лентой 11 к формуннцей матрице 23. При определенных давлениях, вьщержке и температуре происходит перенос /1еталла с металлизированной ленты 11 на керамическую заготовку 3 в соответствии с формой выступов 25 и 26 матрицы 23. После выдержки пуансон 16 поднима ется над поворотным двухпозиционным столом 29. В момент подъема проис.ходит отделение металлизированной ленты 11 от керамической заготовки 3 раздирочным роликом 27, после-чего механизмом 1 протяжки металлизированная лента 11 перемещается на шаг за счет вращения от привода 15 намоточной бобины 13. По окончании подъема пуансона 16 от привода 35 и маль тийского механизма 37 осуществляется поворот на 180 поворотного двух10 гнездо 32 позиционного стола 29, и устанавливается под пуансоном 16. Пуансон 16 опускается в гнездо 32 и через каналы 19 подается сжатый воздух. Заготовка 3 укладывается в гнездо и подпрессовывается пуансоном 16. Подпрессовка производится в гнезде 32 поворотного двухпозиционного стола 29, опущенного на формующую матрицу 23 траверсой 18 через регулируемый упор 33. По окончании подпрессовки пуансоном 16 он поднимается в исходное положение и приводным механизмом 7 осуществляется разворот поворотного двухпозицонного стола ,29 и формующей Матрицы 23 на 180 . Цикл повторяется до полного набора пакета 6 в гнезде 32. При этом в каждом последующем цикле на каждой половине заготовки формуются поочередно электроды то большего, то меньшего размера. Затем готовый пакет снимается. При работе с отдельными керамическими пленками (ленточной керамической пленки 9) штучную керамическую заготовку 3 уклад-ьшают на сквозное окно 31 поворотного двухпозиционного стола 29, которое играет роль вырубной матрицы, и после его разворота на 180° вырубают пуансоном 16. Дальнейшая работа устройства аналогична описанной. Устройство обеспечивает точность совмещения электродов, нанесенных на керамические заготовки за счет выполнения всех операций на одной позиции и последовательного перекрытия размеров электродов за счет периодического разворота формующей матрицы на 180 после каждого нанесения электродов на керамические заготовки. Использование разработанного устройства изготовления пакетов керамических конденсаторов типа К10-17 позволяет увеличить производительность и повысить качество пакетов благодаря обеспечению перекрытия электродов, за счет разности размеров их на керамических пластинах, последовательно собираемых в пакет.
t/
12
W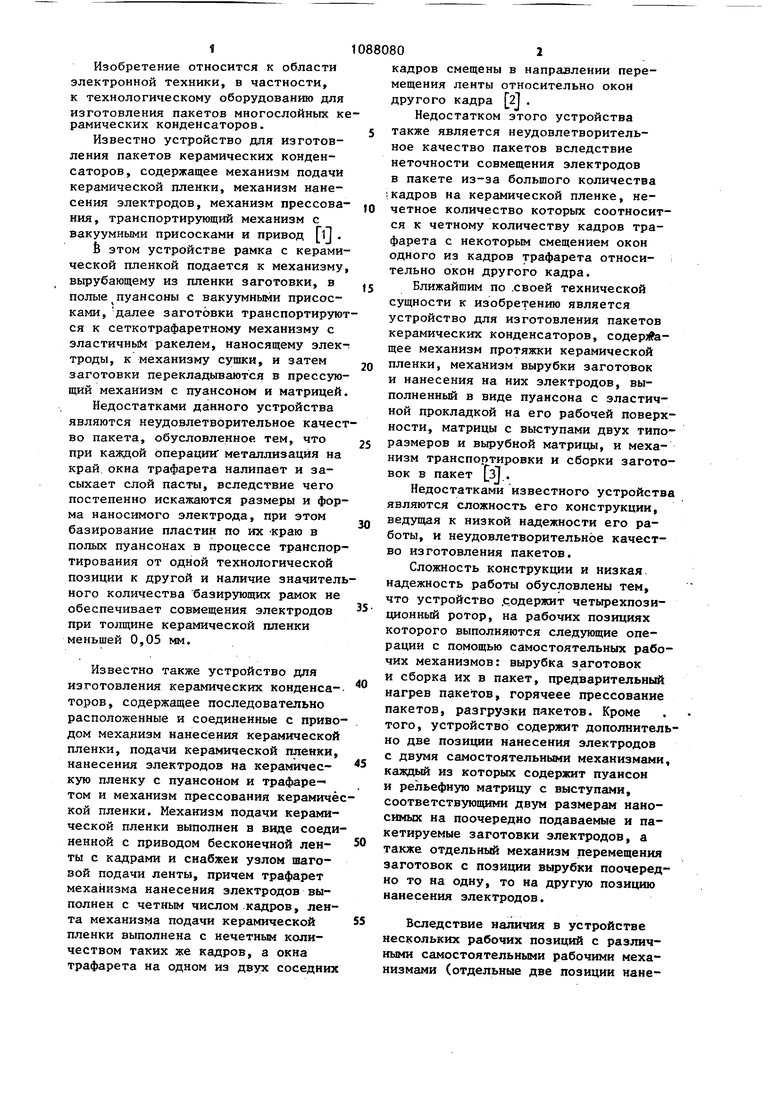
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления пакетов керамических конденсаторов | 1981 |
|
SU1003164A1 |
| Линия набора листовых бумажных и фольговых заготовок в секции и комплектования секций в пакеты металлобумажных конденсаторов | 1980 |
|
SU886081A1 |
| Линия для изготовления групповых пакетов монолитных керамических конденсаторов | 1982 |
|
SU1173455A1 |
| Устройство для изготовления пакетов керамических конденсаторов | 1975 |
|
SU600627A1 |
| Линия для изготовления групповых пакетов монолитных керамических конденсаторов | 1986 |
|
SU1406653A1 |
| Устройство для изготовления пакетов керамических конденсаторов | 1973 |
|
SU468311A1 |
| Вырубной пресс для изготовления резиновых заготовок | 1975 |
|
SU599987A1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп-автомат для формообразования и сборки деталей | 1979 |
|
SU882683A1 |


1. УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ КЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ, содержащее механизм протяжки керамической пленки, механизм вырубки заготовок и нанесения на них электродов, выполненньш в виде пуансона с эластичной прокладкой на его рабочей поверхности, матрицы с выступами двух типоразмеров и вырубнойматрицы и механизм транспортировки и сборки заготовок в пакет, отличающееся тем, что, с целью упрощения конструкции устройства и улучшения качества изготовленных пакетов г онденсаторов, механизм вырубки заготовок и нанесения на них электродов и механизм транспортировки и сборки заготовок в пакет выполнены в виде поворотного двухпозиционного подпружиненного стола, на одной позиции которого выполнено сквозное окно, а на другой - гнездо для сборки заготовок в пакет, причем пуансон механизма вырубки заготовок и нанесения она них электродов снабжен вакуумными каналами и расположен с одной стороны поворотного стола, а матрица с выступами этого механизма расположена соосно пуансону с другой стороны поворотного стола и выполнена в виде поворотного двухi позиционного трафарета, выступы одного типоразмера на одной позиции W которого расположены симметрично выступам другого типоразмера другой позиции, а поворотный стол и поворотный трафарет кинематически связаны между собой с возможностью поворота на половину оборота при помощи, например, мальтийского механизма. 00 00 2. Устройство по п.1, отличающееся тем, что сквозное о окно поворотного двухпозиционного стола снабжено режущими кромками, 00 образующими дополнительную вырубную матрицу.
Фи&.Ц
.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для изготовления пакетов керамических конденсаторов | 1973 |
|
SU468311A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Авторское свидетельство СССР по заявке № 3334012, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
