компенсировать коробление ее стенок в двух плоскостях при их нагреве от расплавленного металла. При нагреве изнутри края элементов корпуса отклоняются наружу, выбирая предварительно заданную внутреннюю кривизну и обеспечивая достаточно плотное прилегание элементов.
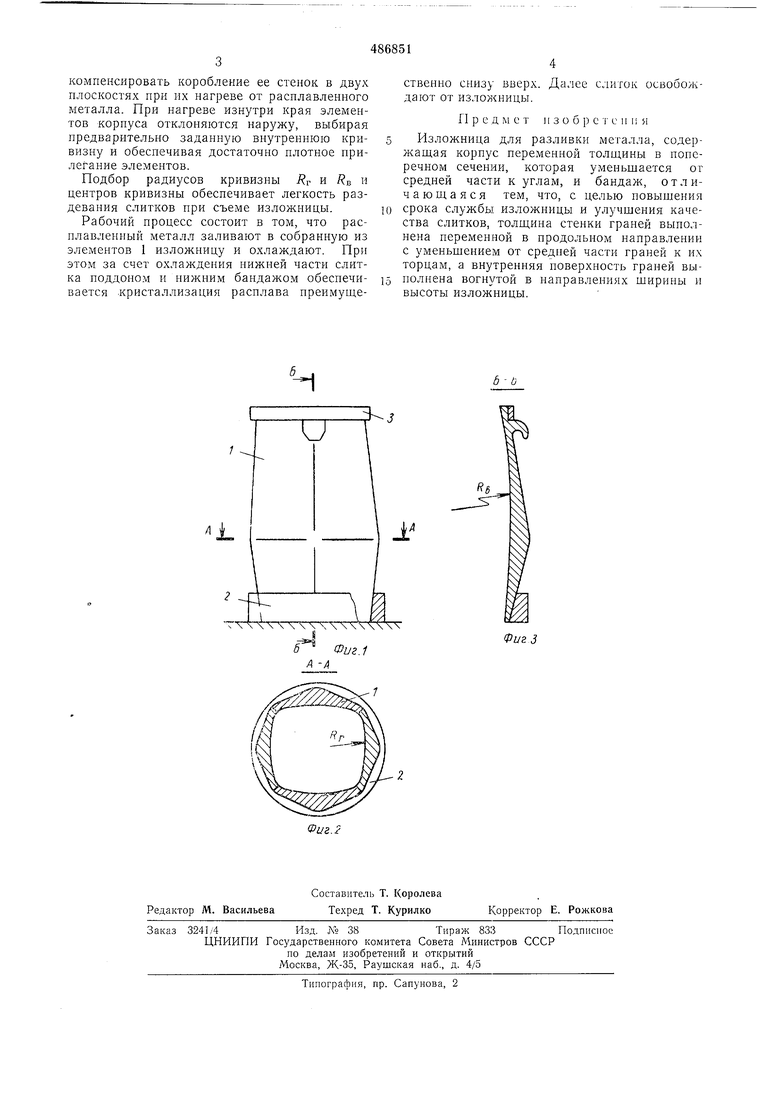
Подбор радиусов кривизны Rr и R и центров кривизны обеспечивает легкость раздевания слитков при съеме изложницы.
Рабочий процесс состоит в том, что расплавленный металл заливают в собранную из элементов 1 изложницу и охлаждают. При этом за счет охлаждения нижней части слитка поддоно.м и нижним бандажом обеснечивается .кристаллизация расплава преимущественно снизу вверх. Далее с.1иток освобождают от изложницы.
Предмет 11 з о б р с т с 11 i i я
Изложница для разливки металла, содержащая корпус переменной толщины в поперечном сечении, которая уменьшается ог средней части к углам, и бандаж, отличающаяся тем, что, с целью повышения срока службы изложницы и улучшения качества слитков, толщина стенки граней выполнена переменной в продольном направлении с уменьшением от средней части граней к их торцам, а внутренняя поверхность граней выполнена вогнутой в направлениях ширины и высоты изложницы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Изложница для разливки металла | 1978 |
|
SU722661A1 |
| Устройство для отливки слитков | 1985 |
|
SU1393525A1 |
| Устройство для отливки полого слитка | 1983 |
|
SU1130431A1 |
| Изложница для разливки стали | 1979 |
|
SU793698A1 |
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ СЛИТКА, УШИРЕННОГО КНИЗУ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2198763C1 |
| Изложница для отливки слитков | 1978 |
|
SU727321A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1997 |
|
RU2177388C2 |
| РАЗЛИВОЧНАЯ МАШИНА БАРАБАННОГО ТИПА И БАРАБАН ДЛЯ НЕЕ | 1997 |
|
RU2171729C2 |
| Способ ремонта отливки | 1983 |
|
SU1119813A1 |
| Изложница для слитков стали | 1979 |
|
SU973218A1 |
Ч
бй
3-J
Фиг 3
