1
Изобретение относится к области непрерывного литья металлов, в частности к способам определения степени ромбичности слитка в кристаллизаторе.
Причиной ромбичности слитка квадратного сечения является неравномерность его охлаждения в кристаллизаторе. Ромбичность часто является причиной образования трещин и ухудшения поверхности формируемого слитка с квадратной или близкой к ней прямоугольной формой поперечного сечения.
Известен способ непрерывной разливки металла, предусматривающий перемещение слитка относительно стенок кристаллизатора на основании измерений тепловых потоков в кристаллизаторе по его периметру и, в частности по углам, который позволяет уменьшить неравномерность теплоотвода от слитка к стенкам кристаллизатора.
Однако такой способ не позволяет контролировать ромбичность слитка.
Известны способы определения ромбичности слитка, основанные на непосредственном измерении линейных размеров диагоналей слитка.
Недостатком таких способов является необходимость создания специальных устройств, надежно работающих при высокой температуре и повыщенной влажности. Кроме того, при этом измерение ромбичности возможно только на выходе из кристаллизатора.
Целью изобретения является улучщение качества непрерывного слитка путем определения степени ромбичности в период ее зарождения в кристаллизаторе на любой его высоте и при использовании стандартных средств контроля, применяемых на УНРС.
Для этого предложен способ, по которому тепловые потоки измеряют от входного торца кристаллизатора до заданного поперечного сечения и по величине разности сумм измеренных тепловых потоков от противоположных углов кристаллизатора определяют разность диагоналей слитка.
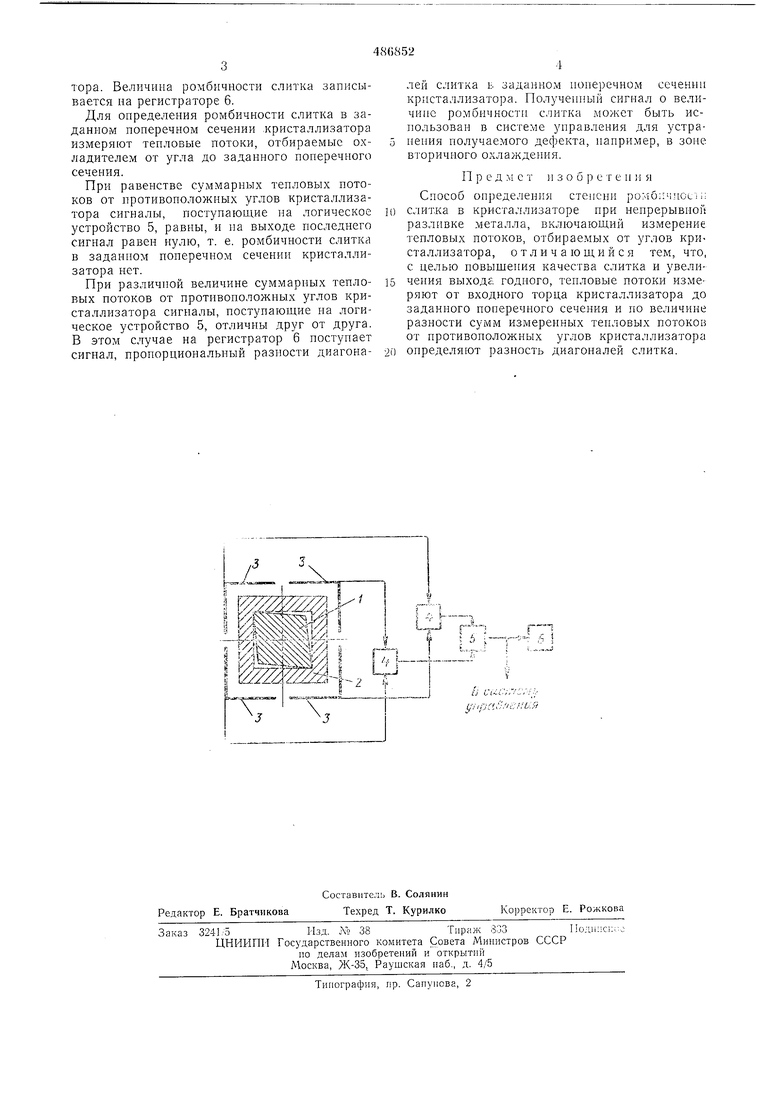
Изобретенне поясняется чертежом.
Затвердевающий слиток 1, находящийся в Кристаллизаторе 2, при образовании ромбичности может иметь форму, показанную на чертеже. Тепловой поток, отбираемый от угла кристаллизатора 2 до заданного поперечного сечения кристаллизатора, определяется измерителем 3 теплового потока. На сумматор 4 поступают сигналы о тепловых потоках от противоположных углов кристаллизатора, где складываются. Получаемые суммарные сигналы подаются на логическое устройство 5, на выходе которого формируется сигнал, пропорциональный разности диагоналей слитка в заданном поперечном сечении кристаллизатора. Величина ромбичности слитка заиисывается на регистраторе 6.
Для оиределения ромбичности слитка в заданном поперечном сечении .кристаллизатора измеряют тепловые потоки, отбираемые охладителем от угла до заданного поперечного сечения.
При равенстве суммарных тепловых потоков от противоположных углов кристаллизатора сигналы, поступающие па логическое устройство 5, равны, и па выходе последнего сигнал равен нулю, т. е. ромбичности слитка в заданном поперечном сечении кристаллизатора пет.
При различной величине суммарных тепловых потоков от противоположных углов кристаллизатора сигналы, поступающие на логическое устройство 5, отличны друг от друга. В этом случае иа регистратор 6 поступает сигнал, пропорциональный разности диагоналей слитка ь заданном поперечном сеченнн кристаллизатора. Получеппый сигнал о величине ромбичностп слитка может быть использовап в системе управления для устрапепия получаемого дефекта, панример, в зоне вторичного охлаждения.
Пред м с т II 3 о б р е т е н л я
Способ онределепия степени ромб;:чт1Сс1 i; слитка в кристаллизаторе при непрерывной разливке металла, включающий измерение тепловых потоков, отбираемых от углов кристаллизатора, отличающийся тем, что, с целью повышения качества слитка и увеличения выхода годного, тенловые потоки измеряют от входного торца кристаллизатора до заданного поперечного сечения и по величине разности сумм измереиных тепловых потоков от противоположных углов кристаллизатора онределяют разность диагоналей слитка.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2007 |
|
RU2325969C1 |
| Способ автоматического управления режимом работы кристаллизатора машины непрерывного литья заготовок и устройство для его осуществления | 1985 |
|
SU1320010A1 |
| Способ управления процессом непрерывной разливки металла и устройство для его осуществления | 1990 |
|
SU1724426A1 |
| СПОСОБ КОНТРОЛЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2015827C1 |
| Способ управления процессом непрерывной разливки металла и устройство для его осуществления | 1985 |
|
SU1271640A1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| Способ управления процессом непрерывной разливки стали и устройство для его осуществления | 1985 |
|
SU1328063A1 |
| Способ автоматического управления процессом непрерывной разливки металла | 1973 |
|
SU620331A1 |
| Способ управления процессом непрерывной разливки металла и устройство для его осуществления | 1986 |
|
SU1353568A2 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ ЗАГОТОВОК | 2006 |
|
RU2336970C2 |
