рого формируется значение перепада температуры охладителя. Это значение поступает на первый вход блока 3 умножения, на второй вход которого поступает сигнал от датчика 4 расхода охладителя на кристаллизатор, С выхода блока 3 умножения значение теплового потока поступает на вход первого дифференциатора 5, на выходе которого формируется величина производной (ВП) теплового потока по времени, поступающая на первый вход блока 6 де ления. На второй вход этого блока поступает с выхода второго дифференциатора 7 ВП расхода смазки (С) по. времени, при этом на вход дифференциатора 7 значение расхода С поступает от измерителя 8 расхода С, На выходе блока 6 деления формируется БП теплового потока по расходу С, поИзобретение относится к металлургии, а именно к непрерывной разливке металлов.
Целью изобретения является повышение производительности разливки и ка- чества металла.
На чертеже приведена схема устройства, предназначенного для управления процессом непрерывной разливки стали.
Устройство содержит датчики 1 температуры охладителя на входе и выходе из кристаллизатора, первый алгебраический сумматор 2, блок 3 умножения, датчик 4 расхода охладителя на крис- таллизатор, первый дифференциатор 5, блок 6 деления, второй дифференциатор 7s измеритель 8 расхода смазки, второй алгебраический сумматор 9, за- датчик 10, серводвигатель 11, регулирующий вентиль 12, генерато) 13 треугольных импульсов,
В качестве дифференциаторов, блока деления, блока умножения, задатчика значений, алгебраических сумматоров могут быть использованы серийные приборы того же функционального назначения из приборного комплекса АКЭСР. В качестве датчиков температуры охладителя на входе и выходе из кристаллизатора - стандартные термоступающая на первый вход второго АС 9, на второй вход которого поступает от задатчика 10 заданное значение ВП. При отклонении текущего значения ВП от заданного сигнал рассогласования с выхода второго АС 9 проходит на вход серводвигателя 11, которьш воздействием на регулирующий вентиль 12 изменяет подачу С в направлении уменьщения отклонения. Для исключения неопределенности ,типа деление н нуль на выходе блока 6 на третий вход второго АС 9 поступает сигнал от генератора 13 треугольных импульсов, который задает изменяющийся во времени расход С, чередуя его линейное возрастание с линейным спадом и исключая таким образом равенство нулю ВП расхода С по времени 2 с.п. ф-лы, 1 ил.
метры сопротивления ТСМ,- В качестве датчика расхода охладителя - измерительная диафрагма в комплекте с диф- манометром типа ДМЭР.
Устройство работает -следующим образом.
В процессе разливки сигнал от датчиков 1 температуры охладителя на входе и выходе из кристаллизатора . поступает на входы первого алгебраического сумматора 2, на выходе которого формируется значение перепада температуры охладителя. Это значение поступает на первый вход блока 3 умножения, на второй вход которого поступает сигнал от датчика 4 расхода охладителя на кристаллизатор. На выходе блока 3 умножения формируется значение теплового потока от кристаллизующегося слитка в кристаллизаторе. От этого значения в первом дифференциаторе 5 вычисляется величина производной теплового потока по времени, поступающая на первый вход блока 6 деления, на второй вход которого поступает с выхода второго дифференциатора 7 величина производной расхода смазки по времени, при этом на вход дифференциатора 7 значение расхода смазки поступает от измерителя 8 расхода смазки. На выводе блока 6 деления формируется величина прпизводной теплового потока по расходу смазки, поступающая на первый вход второго алГ ебраического сумматора 9, на второй вход которого поступает от задатчика 10 заданное значение производной. При отклонении текущего значения производной от заданного сигнал рассогласования с выхода . алгебраического сумматора 9 проходит на вход серводвигателя 11, который посредством воздействия на регулирующий вентиль 12 изменяет подачу смазки в направлении уменьшения отклонения. Для того, чтобы исключить неопределенность типа деление на нуль на выходе блока 6, на третий вход второго алгебраического сумматора 9 поступает сигнал от генератора 13 треугольных импульсов, который задает изменяющийся во времени расход смазки, чередуя линейное его возрастание с линейным спадом и исключая равенство нулю производной расхода смазки по времени.
В процессе разливки шлакообразую- щая смесь должна смазывать стенки кристаллизатора, чтобы способствовать образованию однородной толщины оболочки слитка и равномерному отводу тепла от кристаллизатора, так как в противном случае увеличивается вероятность образования поверхностных трещин и прорывов металла под кристаллизатор. Причем шлакробразующая смесь должна обладать этим свойством при изменении скорости разливки в широком диапазоне применительно к особенностям разливки различных марок стали в кристаллизаторы различных размеров. Влияние щлакообразую- щей смеси на тепловой поток в кристаллизаторе и его равномерность определяется, в основном, расходом смеси поскольку в этом случае изменяется толщина шлаковой прослойки в зоне контакта слитка с кристаллизатором, а в пределах этой толщины соотношение между жидкой и твердой фазами шлковой прослойки, которое определяет ее теплопроводность. Изменение толпщ ны и теплопроводности шлаковой прослойки изменяет термическое сопротивление зоны контакта слитка с кристаллизатором, Наиб олее эффективное регулирование интенсивности охлаждения слитка в кристаллизаторе может быть достигнуто изменением качества конта
280(3 34
та слитка с рабочей стенкой, поскольку в зоне контакта сосредоточено свыше 70% суммарного терьшческого сопротивления. Изменение качества контакта можно осуществить путем регулирования расхода шлакообразующей смеси. Исследования показали, что при изменении расхода Q смеси в определенных пределах изменение теплового потока в кристаллизаторе достигает 6-8%,
Однако использование полученной информации, как функции теплового g потока в зависимости от расхода шлакообразующей смеси, в системе управления процессом непрерывной разливки стали невозможно, поскольку зависимость теплового потока от расхода шлака не однозначна.
20
Результаты проведенных экспериментальных исследований показали, что первая производная величина теплового потока по расходу смеси явля25 ется однозначной монотонной функцией и может быть использована в целях управления теплообменом в кристаллизаторе. Таким образом, определяя текущую величину этой производной в про2Q цессе разливки, и сравнивая ее с заданным значением, можно осуществить управление интенсивностью теплоотво- да в кристаллизаторе путем регулирования подачи смеси, при этом при отклонении текущего значения от задан 3U
ного изменяют подачу смеси в направлении уменьшения отклонения.
Следовательно, предлагаемое изобретение позволяет регулировать интенсивность теплоотвода от кристаллизующегося слитка в кристаллизаторе путем определения величины производной теплового потока по расходу смазки и стабилизации ее около заданного значения изменением подачи смазки в
кристаллизатор. Это является причиной достигаемого положительного эффекта, а именно повьш1ения производительности разливки в качестве металла.
Пример На машине непрерыв ного литья заготовок разливают сталь марки ЗСП в медньй кристаллизатор длиной 1200 мм в слитки, сечение 0,25x1,29 м со скоростью вытягивания заготовки 0,7 м/мин. Расход шла55 кообразующей смеси типа К22 составляет 0,6 кг/т и измеряется измерителем 8 расхода. Подача смеси регулируется вентилем 12, регулируемым серт
40
водвнгателем 11 по сигналу от алгебраического сумматора 9. Средняя температура охладителя на входе в кристаллизатор, измеряемая датчиком 1 составляет 20°С, а на выходе - 2S°C. Средний расход охладителя составляет 300 и измеряется датчиком А расхода. На выходе алгебраического сумматора 2 формируется сигнал, пропорциональный разности температур (28- ), поступающий на первый вход блока 3 умножения, на второй вход которого поступает сигнал, пропорциональный расходу охладителя 300 м /ч. Таким образом, на выходе блока 3 умножения формируется сигнал, пропорциональный тепловому потоку в кристаллизаторе. В какой-то момент времени вследствие изменения технологических условий, например увеличения скорости разливки, меняется перепад температуры охладителя на 2 С, что приводит
2,Устройство управления процессом непрерывной разливки по п. 1, содержащее датчики температуры охладителя на входе и выходе из кристаллизатора,
25 первый алгебраический сумматор, блок умножения и датчик расхода охладителя на кристаллизатор, причем выходы датчиков температуры соединены с входами алгебраического сумматора, выход
к увеличению теплового потока и пропорциональному увеличению сигнала на выходе блока 3 умножения. При этом изменяется величина производной теплового потока по времени определяемая первым дифференциатором 5 и поступающая на первый вход блока 6 деления, на второй вход которого по- 30 которого соединен с первым входом ступает значение производной рас-хода блока умножения, второй вход которо- смазки по времени от второго дифферен- го соединен с выходом датчика расхода циатора 7. Текущая величина производной теплового потока по расходу смазки, определенная блоком 6,меняется, 5 дительности разливки и качества ме- что приводит к появлению сигнала рас- талла, оно снабжено первым и вторым согласования на выходе второго алгебраического сумматора 9. Серводвигатель 11 посредством вращения вентиля 12 меняет подачу смеси в направлении уменьшения сигнала рассогласования.
8случае,если расходшлакообразующей смеси не меняется во времени, генератор треугольных импульсов, посыпая
сигналы через алгебраический сумматор 45 первьгм входом блока деления., второй
9на серводвигатель 11, вызывает ко- вход которого соединен с выходом вто- лебания расхода шлакообразующей сме- рого дифференциатора, вход которрго си, при этом производная расхода шла- соединен с выходом измерителя расхода кообразующей смеси по времени на вы- смазки, выход блока деления соединен ходе дифференциатора 7 не равна нулю, Q с первым входом второго алгебраичесохладителя, отлича-юще еся тем, что, с целью повьш1ения производифференциаторами, блоком деления, измерителем расхода смазки, задатчи- ком, серводвигателем, регулирующим 40 вентилем и вторым алгебраическим сумматором и генератором треугольных импульсов, причем выход блока умножения соединен с входом первого дифференциатора, выход которого соединен с
и на выходе блока 6 деления нет неопределенности типа деление на нуль. Техническое преимущество предлагаемого изобретения перед известными заключается в возможности регулирова- ния интенсивности теплообмена в кристаллизаторе на заданном уровне без изме1 ен 1я скорости разливки путем управления подачей смазки, что позволякого сумматора, второй вход которого соединен с задатчиком, а выход второго алгебраического сумматора соединен с входом серводвигателя, выход которого соединен с входом регулирующего вентиля, кроме того, третий вход второго алгебраического сумматора соединен с генератором треугольных импульсов.
ет ув&пичить производительность разливки и повысить качество металла.
Формула изобретения
1,Способ управления процессом непрерывной разливки стали, включающий подачу смазки в кристаллизатор, измерение расхода охладителя на кристаллизатор, измерение перепада температуры охладителя в кристаллизаторе, от л. и чающийся тем, что, с целью повышения производительности разливки и качества металла,, определяют величину производной теплового потока в кристаллизаторе по расходу смазки, сравнивают ее с заданным значением и при отклонении текущего значения производной от заданного значения изменяют подачу смазки в направлении уменьшения отклонения.
2,Устройство управления процессом непрерывной разливки по п. 1, содержащее датчики температуры охладителя на входе и выходе из кристаллизатора,
первый алгебраический сумматор, блок умножения и датчик расхода охладителя на кристаллизатор, причем выходы датчиков температуры соединены с входами алгебраического сумматора, выход
которого соединен с первым входом блока умножения, второй вход которо- го соединен с выходом датчика расхода дительности разливки и качества ме- талла, оно снабжено первым и вторым
которого соединен с первым входом блока умножения, второй вход которо- го соединен с выходом датчика расхода дительности разливки и качества ме- талла, оно снабжено первым и вторым
охладителя, отлича-юще еся тем, что, с целью повьш1ения произво30 которого соединен с первым входом блока умножения, второй вход которо- го соединен с выходом датчика расхода 5 дительности разливки и качества ме- талла, оно снабжено первым и вторым
дифференциаторами, блоком деления, измерителем расхода смазки, задатчи- ком, серводвигателем, регулирующим 40 вентилем и вторым алгебраическим сумматором и генератором треугольных импульсов, причем выход блока умножения соединен с входом первого дифференциатора, выход которого соединен с
кого сумматора, второй вход которого соединен с задатчиком, а выход второго алгебраического сумматора соединен с входом серводвигателя, выход которого соединен с входом регулирующего вентиля, кроме того, третий вход второго алгебраического сумматора соединен с генератором треугольных импульсов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления режимом работы кристаллизатора машины непрерывного литья заготовок и устройство для его осуществления | 1984 |
|
SU1284653A1 |
| Способ управления процессом непрерывной разливки металла и устройство для его осуществления | 1985 |
|
SU1320011A1 |
| Способ автоматического управления процессом непрерывной разливки металла и устройство для его осуществления | 1984 |
|
SU1284654A1 |
| Устройство для автоматического определения интенсивности охлаждения слитка в кристаллизаторе установки непрерывной разливки металла | 1980 |
|
SU935206A1 |
| Способ управления процессом непрерывной разливки металла и устройство для его осуществления | 1986 |
|
SU1353568A2 |
| Устройство для измерения уровня металла в кристаллизаторе | 1989 |
|
SU1620207A1 |
| Способ автоматического управления процессом непрерывной разливки металлов и устройство для его осуществления | 1988 |
|
SU1650337A1 |
| Устройство для управления скоростью наполнения кристаллизатора при пуске машин непрерывного литья металла | 1978 |
|
SU737108A1 |
| Способ управления процессом непрерывной разливки металла и устройство для его осуществления | 1985 |
|
SU1271640A1 |
| Способ управления машиной непрерывного литья заготовок и устройство для его осуществления | 1987 |
|
SU1519831A1 |
Изобретение относится к непрерывной разливке металлов и предназначено для управления процессом непрерывной разливки стали. Цель изобретения - повьппение производительности разливки и качества металла. Сущность изобретения заключается в том, что в процессе разливки сигнал от датчиков 1 температуры охладителя на входе в кристаллизатор и выходе из него посту пает на вход первого алгебраического сумматора (АС) 2, на выходе котоСЛ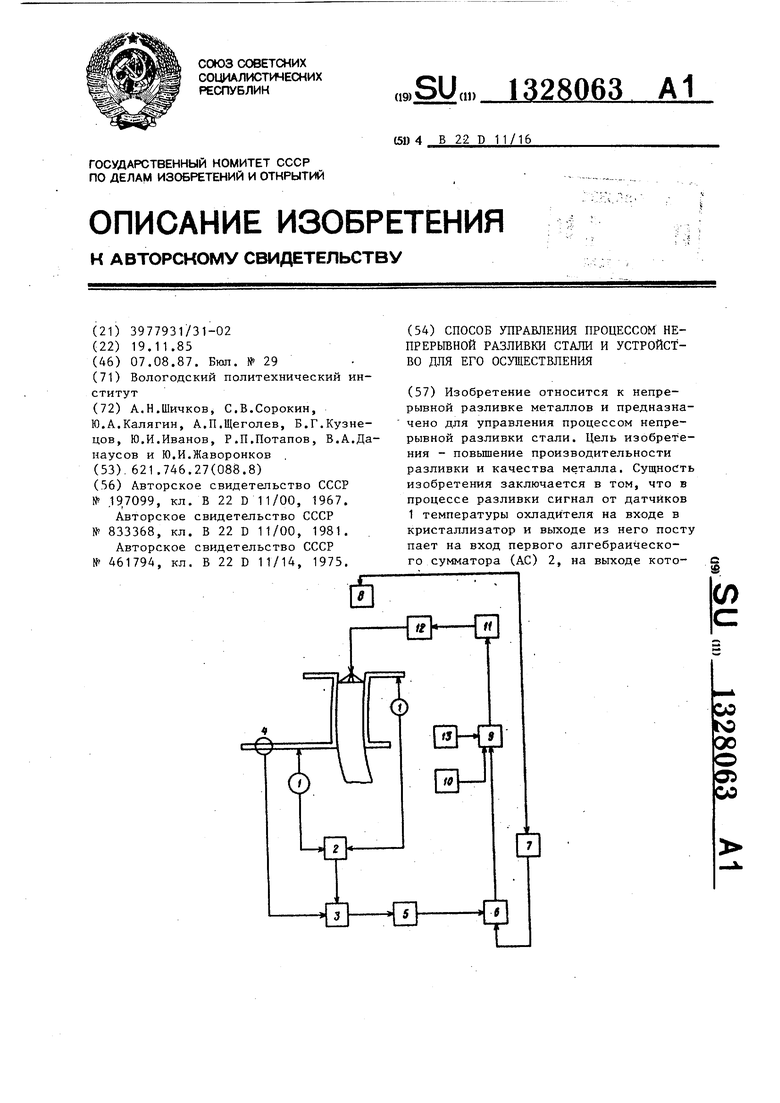
| Авторское свидетельство СССР № ,19,7099, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ непрерывной разливкиМЕТАллОВ | 1979 |
|
SU833368A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для управления скоростью наполнения кристаллизатора при пуске | 1973 |
|
SU461794A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
