общающихся с полостью каждого цилиндрического звена свободной части оиравки.
Разницу в диаметре перфорированных и неперфорированиых звеньев предпочтптельно делать в пределах от 0,01 до 0,05 дюйма (от 0,25 до 1,27 мм), в зависимости от характеристик упругой ленты и давления газа.
Можно всю оправку набрать из одинаковых цилиидров, а в закрепляемой части оправки поверх этих цилиндров надеть втулку или иесколько одинаковых втулок из газоиепроиицаемого материала требуемой толщииы.
Оправка работает следующим образом.
На хвост оправки надевается модель цилиндра того же внешнего диаметра, что и диаметр трубы, которую нужно получить. Наматывающие валки располагаются в требуемых местах ио отношению к оправке для обеспечения требуемого угла между каждой лентой и оправкой, ленты последовательно протягиваются через эти валки, обматываются вокруг оправки и присоединяются к модели цилиндра иод соответствующим углом. Нервая лента, подлежащая намотке, располагается над закреилеииой частью онравки, а вторая и последующие ленты подаются так, чтобы по крайпей мере часть их ширины проходила над свободной частью с целью противодействия тенденции внутреннего слоя, созданного из первой ленты, прижиматься к оправке под действием обмоток, образованных последующей лентой или леитами, за счет газовой подушки. Сжатый газ подается к оправке под нужным давлением и запускаются обхватывающий ремеиный привод и сама оправка. Давление газа подушки будет зависеть в некоторой степени от характеристик слоя, например для бумажного слоя предпочтительно использовать давления в области примерно 20-60 фунтов на квадратный дюйм (1,4- 4,2 кг/см) и в особенности 40 фунтов на квадратный дюйм (2,8 кг/сл1). Если давление оказывается слишком низким, можно не получить требуемого смазочного эффекта. Однако при слишком большом давлении налицо тенденция образования газовых карманов или мешков (т. е. мест скопления газа) под уиомянутым слоем, которые в конечном счете прорываются в месте швов.
После того, как модель прошла обхватывающий ременный привод, ее можно удалить, и процесс продолжается, причем обхватывающий ремень ведет спиральнонамотаннзю трубу, которая поддерживается подвижной пробкой. Оправка вращается с той же скоростью, что и труба, для уменьшения или избежания соиротивления трения.
Существуют и другие варианты изготовления предлагаемой оправки. Например, свободной части оправки необязательно нрндавать вращение, но зато звенья ее могут быть установлены так, чтобы свободно вращаться на валу. Кроме того, связывающие стяжки, за счет которых звенья вращаются вместе с полым валом, могут быть заменены другим подходящим средствол. Fianpn.Mcp, па валу : 0жет быть выточепа шпоночная канавка, простнрающаяся по осп, а одна пли обе отфлакцоваиныс торцавые пластины каждого цилиндрического звена могут быть снабжены шпонкой (ключевым выступом), ириспособлеппой для скольжепия вдоль шпоночной KaiiaBKH. В другом варианте цилиндрические звенья, образуюшпе оправку, могут вращаться с валом за счет треппя, например прпжимаш-юм звеньев к фланцу 10 посрс.чством второго фланца, прикладывающего давле ие на другом конце сала под действием винта и гайки. В ,ем вариаите свободная часть оправки может быть ненодвижно укреплена на валу, который в свою очередь тоже ьсподвижно установлен в опорах 3, 4, а другая часть ее крепится на валу с возможностью вращепия и приводится в двпжение любым иодходящим способом.
Перфор-ированные стенки цилИ:Ндров могут быть заменены проницаемыми стенками из спечеппого металла. Необходимо только, чтобы стенки имели газопроводные каналы.
Весь комплекс механизмов может быть ириспособлеп для работы с оправкой, ось которой расположена вертикально.
Для намотки могут ирименяться любые гибкие (эластичные) ленты: металлические, бумажные, картоииые, из тексти.чыюго материала и пластика. Кроме того, толщина ленты не ограничивается. Оиа может иметь простое пли фигурное поперечное сечение, например ноперечпо или продольно проходящие выступы, а также иметь углубления на одной или обеих своих новерхностях. Она может быть составной, например обладать слоистой структурой, и может быть подвергпута предварительной обработке, например клеевым, водонепропускающим агентом, липким, способным давать пену, составом или защитным покрытпем. Также можно примепять ленты пз расширенного материала, например в виде пенопластика.
Соединение винтовых линий каждой ленты может перекрываться либо накладываться в стык в соответствии с требованиями, и может быть применено любое иодходящее средство для связываиия смежиых спиралей - леит друг с другом, например клепка, сварка, соединение шпильками, склеивание.
Данное изобретение особенно благоириятно может быть использовапо для производства тонкостенного трубчатого материала большого диаметра, а также для ироизводства труб из ориентированного пластикового материала.
Газ, подаваемый для образования газовой подушки, может быть подогрет или охлажден (в зависимости от требований), за счет чего может либо подводиться, либо отводиться тепло от трубы по мере ее формирования.
Предмет изобретения
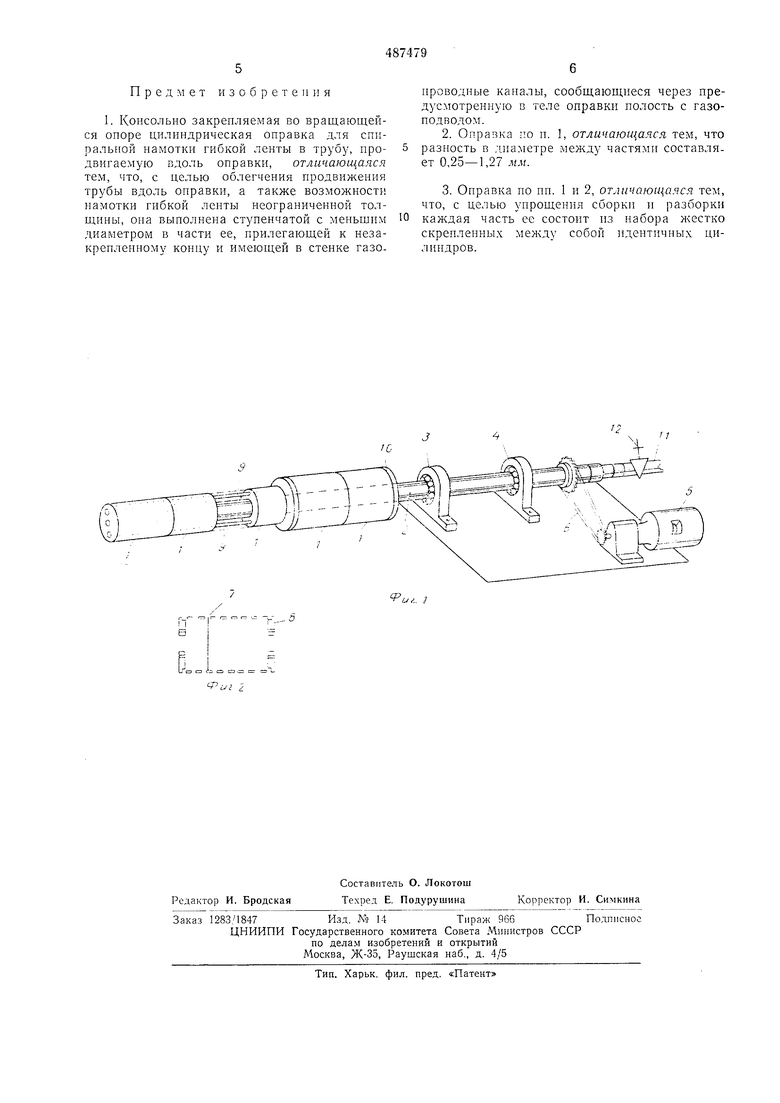
I. Консольно закрепляемая во вращающейся опоре цилиндрическая оправка для спиральной намотки гибкой ленты в трубу, продвигаемую вдоль оправки, отличающаяся тем, что, с целью облегчения продвижения трубы вдоль оправки, а также возможноети намотки гибкой ленты неограниченной толщины, она выполнена ступенчатой с меньщим диаметром в части ее, прилегающей к незакрепленному концу и имеющей в стенке газопроводные каналы, сообщающиеся через предусмотренную в теле оправки полость с газоподводом.
2.Оправка по п. 1, отличающаяся тем, что разность в диаметре между частями составляет 0,25-1,27 мм.
3.Оправка по пп. 1 и 2, отличающаяся тем, что, с целью упрощения сборки и разборки
каждая часть ее состоит из набора жестко скрепленных между собой идентичных цилиндоов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для реализации процесса массопередачи | 1980 |
|
SU1828406A3 |
| Устройство для электростатического распыления пестицидов | 1979 |
|
SU1075952A3 |
| Способ получения ди-4-хлорфенилсульфона | 1973 |
|
SU611589A3 |
| Установка для изготовления рукавной пленки из термопластичных полимеров экструзией | 1970 |
|
SU483821A3 |
| Теплообменная труба | 1980 |
|
SU1102494A3 |
| СПОСОБ ПОЛУЧЕНИЯ ОРИЕНТИРОВАННОЙ ПОЛИЭТИЛЕН 1,2-ДИФЕНОКСИЭТАН-4,4-Д И КАРБОКСИ ЛАТНОЙ ПЛЕНКИ | 1971 |
|
SU289562A1 |
| Орудие для культивации почвы | 1984 |
|
SU1435137A3 |
| Способ изготовления пористой диафрагмы | 1973 |
|
SU539536A3 |
| Способ получения противовирусного комплекса | 1973 |
|
SU486514A3 |
| Катализатор для окисления этиленаили пРОпилЕНА B иХ ОКиСи | 1977 |
|
SU843707A3 |
