1
Изобретение относится к области обработки металлов давлением и может быть использовано в ряде отраслей машиностроения при накатывании резьб на цилиндрических деталях.
Известна головка для тангенциального накатывания резьб, содержащая державку, в которой установлен с возможностью качания на оси и упругого осевого перемещения корпус с размещенными в нем на осях резьбонакатными роликами, кинематически связанными между собой системой щестерен, из которых две крайние соосны роликам.
Известная головка не имеет точной системы взаимного углового расположения роликов, а отсутствие компенсационных перемещений роликов в осевом направлении относительно обрабатываемой детали служит источником осевых нагрузок на профиль резьбы роликов и обрабатываемой детали.
Все это приводит к поломке инструмента и к ухудщению качества накатываемых резьб.
Повышение стойкости резьбонакатного инструмента и улучшение качества накатываемой резьбы обеспечивается за счет того, что предлатаемая головка снабжена механизмом дискретной регулировки углового взаимного расположения роликов, смонтированным на оси одного из носледних, а также упругими элементами, размещенными на торцах резьбонакатных роликов, при этом ролики свободно посажены на осях, а одна из крайних шестерен кинематической связи также посажена на оси свободно и выполнена с торцевыми зубьями, число которы.х некратно чнслу ее периферийных зубьев.
Механизм Д11скретной регулировки выполнен в виде полумуфгы с торцевыми зубьями, жестко посаженной на оси и связанной заценлением с торцевыми зубьями щестерни.
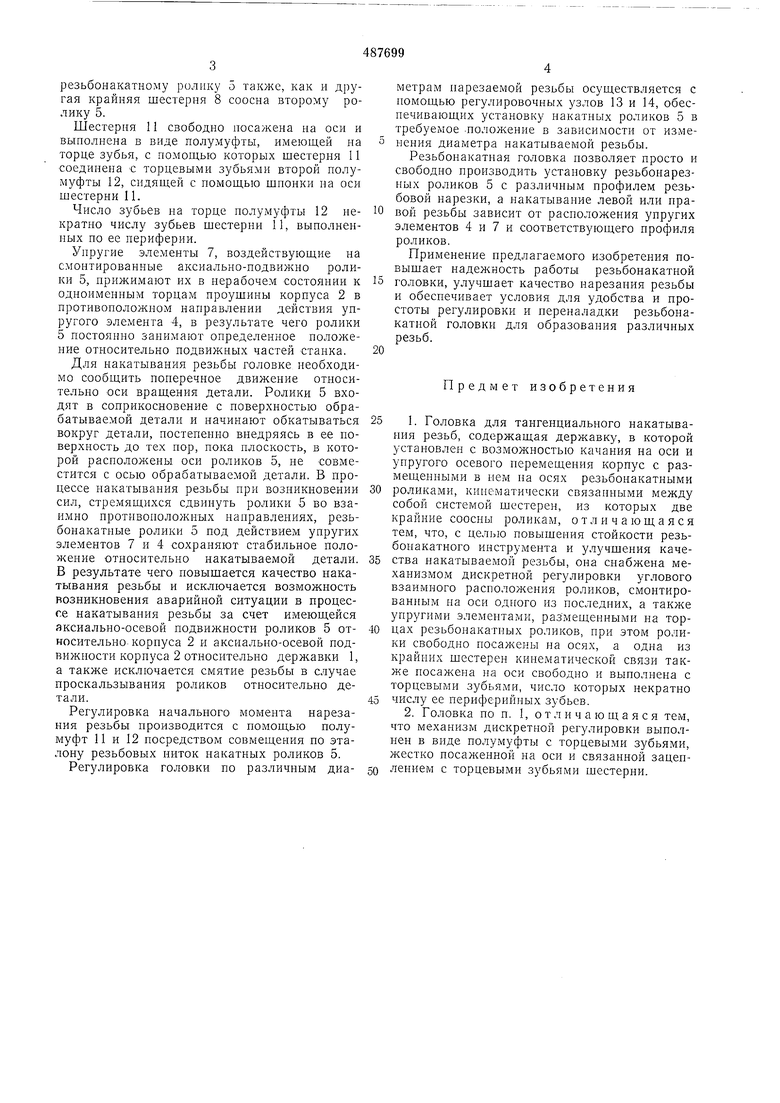
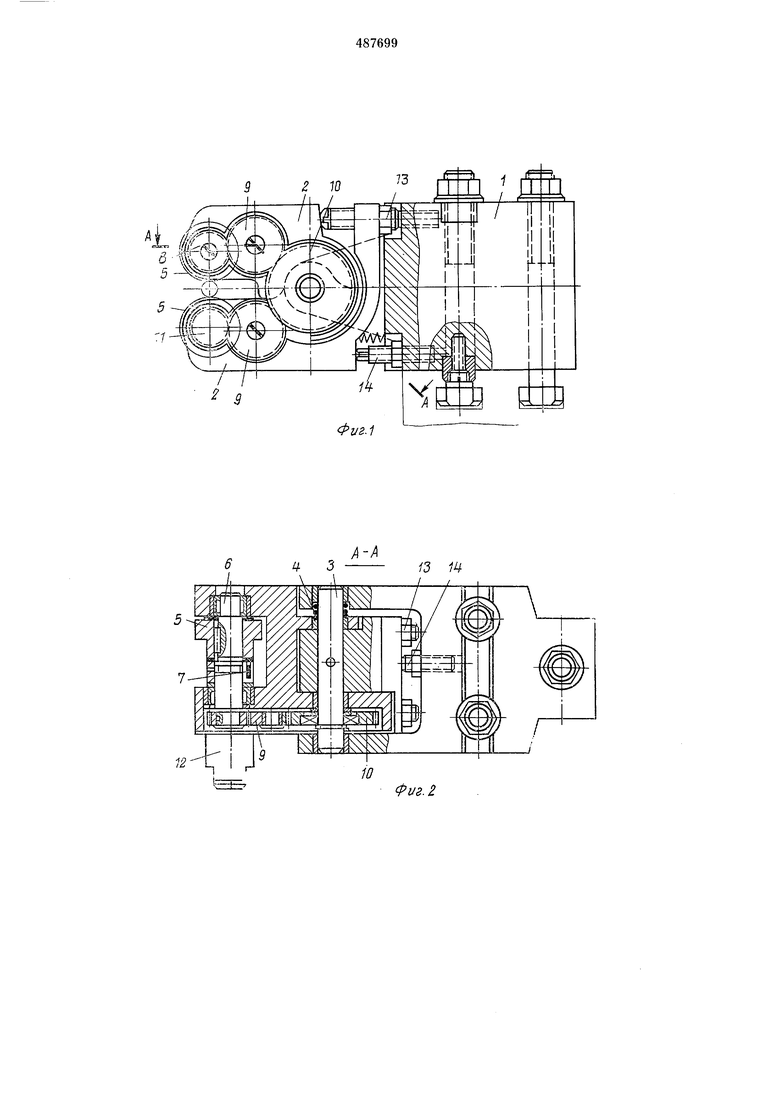
На фиг. I изображена предлагаемая головка, общий вид; на фиг. 2 разрез по А-А на фиг. 1; на фиг. 3 - узел регулировки головки и других элементов резьбонакатных роликов.
Головка для накатывания резьб содержит державку 1, закрепленную на суппорте токарного станка, корпус 2, размещенный между нроущинами державки и соединенный с ней скалкой 3, на которой установлен упругий элемент 4, прижимающий корпус 2 к торцу одной из проушин державки 1.
Корпус 2 вынолнен в виде двух поворотноподвижных вилок, в которых размещены накатные ролики 5, сидящие на осях 6.
Накатные ролики 5 подвижны в осевом направлении относительно корпуса 2, снабжены упругими элементами 7 и связаны между собой шестернями 8-11, составляющими кинематическую цепь, заверщающим звеном которой является щестерня И, которая соосна
резьбонакатному ролику 5 также, как и другая крайняя шестерня 8 соосна второму ролику 5.
Шестерня 11 свободно посажена на оси и вынолнена в виде полумуфты, имеющей на торце зубья, с номощью которых шестерня 11 соединена с торцевыми зубьями второй полумуфты 12, сндяш,ей с помош,ыо шнонки на оси шестерни 11.
Число зубьев на торце нолумуфты 12 некратно числу зубьев шестерни 11, выполненных по ее периферии.
Упругие элементы 7, воздействующие на смонтированные аксиально-подвижно ролики 5, прижимают их в нерабочем состоянии к одноименным торцам проушины корпуса 2 в противоположном направлении действия упругого элемента 4, в результате чего ролики 5 постоянно занимают определенное положение относительно подвижных частей станка.
Для накатывания резьбы головке необходимо сообщить поперечное движение относительно оси вращения детали. Ролики 5 входят в соприкосновение с поверхностью обрабатываемой детали и начинают обкатываться вокруг детали, постепенно внедряясь в ее поверхность до тех пор, пока плоскость, в которой расположены оси роликов 5, не совместится с осью обрабатываемой детали. В процессе накатывания резьбы при возникновении сил, стремящихся сдвинуть ролики 5 во взаимно противоположных направлениях, резьбонакатные ролики 5 под действием упругих элементов 7 и 4- сохраняют стабильное положение относительно накатываемой детали. В результате чего повышается качество накатывания резьбы и исключается возможность возникновения аварийной ситуации в процессе накатывания резьбы за счет имеющейся яксиально-осевой подвижности роликов 5 относительно корнуса 2 и аксиально-осевой подвижности корпуса 2 относительно державки 1, а также исключается смятие резьбы в случае проскальзывания роликов относительно детали.
Регулировка начального момента нарезания резьбы производится с помощью полумуфт 11 и 12 посредством совмещения по эталону резьбовых ниток накатных роликов 5.
Регулировка головки по различным диаметрам нарезаемой резьбы осуществляется с помощью регулировочных узлов 13 и 14, обеспечивающих установку накатных роликов 5 в требуемое -полол ение в зависимости от изменения диаметра накатываемой резьбы.
Резьбонакатная головка нозволяет просто и свободно производить установку резьбонарезных роликов 5 с различным профилем резьбовой нарезки, а накатывание левой или нравой резьбы зависит от расположения упругих элементов 4 и 7 и соответствующего профиля роликов.
Применение предлагаемого изобретения повыщает надежность работы резьбонакатной
головки, улучшает качество нарезания резьбы и обеспечивает условия для удобства и простоты регулировки и переналадки резьбонакатной головки для образования различных резьб.
Предмет изобретения
1. Головка для тангенциального накатывания резьб, содержащая державку, в которой установлен с возможностью качания на оси и упругого осевого перемещения корпус с размещенными в нем на осях резьбонакатными
роликами, кинематически связанными между собой системой щестерен, из которых две крайние соосны роликам, отличающаяся тем, что, с целью повыщения стойкости резьбонакатного инструмента и улучшения качества накатываемой резьбы, она снабжена механизмом дискретной регулировки углового взаимного расположения роликов, смонтированным на оси одного из последних, а также упругими элементами, размещенными на торцах резьбонакатных роликов, при этом ролики свободно посажены на осях, а одна из крайних шестерен кинематической связи также посажена на оси свободно и выполнена с торцевыми зубьял1и, число которых некратно
числу ее периферийных зубьев.
2. Головка по п. I, отличающаяся тем, что механизм дискретной регулировки выполнен в виде полумуфты с торцевыми зубьями, жестко посаженной на оси и связанной зацеплением с торцевыми зубьями щестерни.
2 W
Фг/г.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Тангенциальная резьбонакатная головка | 1982 |
|
SU1072967A1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| Устройство для накатывания резьбы | 1983 |
|
SU1166873A1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 1995 |
|
RU2098213C1 |
| Тангенциальная резьбонакатная головка | 1982 |
|
SU1098641A1 |
| Режуще-резьбонакатная головка | 1986 |
|
SU1315180A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2258586C1 |
| Резьбонакатная головка | 1980 |
|
SU912363A1 |
| Головка для накатывания внутренних резьб | 1980 |
|
SU946757A1 |
12
Фиг.
