По основному авт. св. № 123931 известно устройство для центровки торцевых частей труб при сварке стыка, содержащее равномерно расположенные по окружности стыка прижимные цилиндрические ролики с проушинами для прохода натягиваемого троса.
Однако в известном устройстве прижимные ролики имеют неограниченное перемещение относительно тросовых ветвей, что затрудняет монтаж и переналадку центратора.
Для повышения удобства обслуживания и монтажа предлагаемого устройства прижимные ролики выполнены полыми и снабжены фиксаторами тросовых ветвей, установленными в отверстиях роликов.
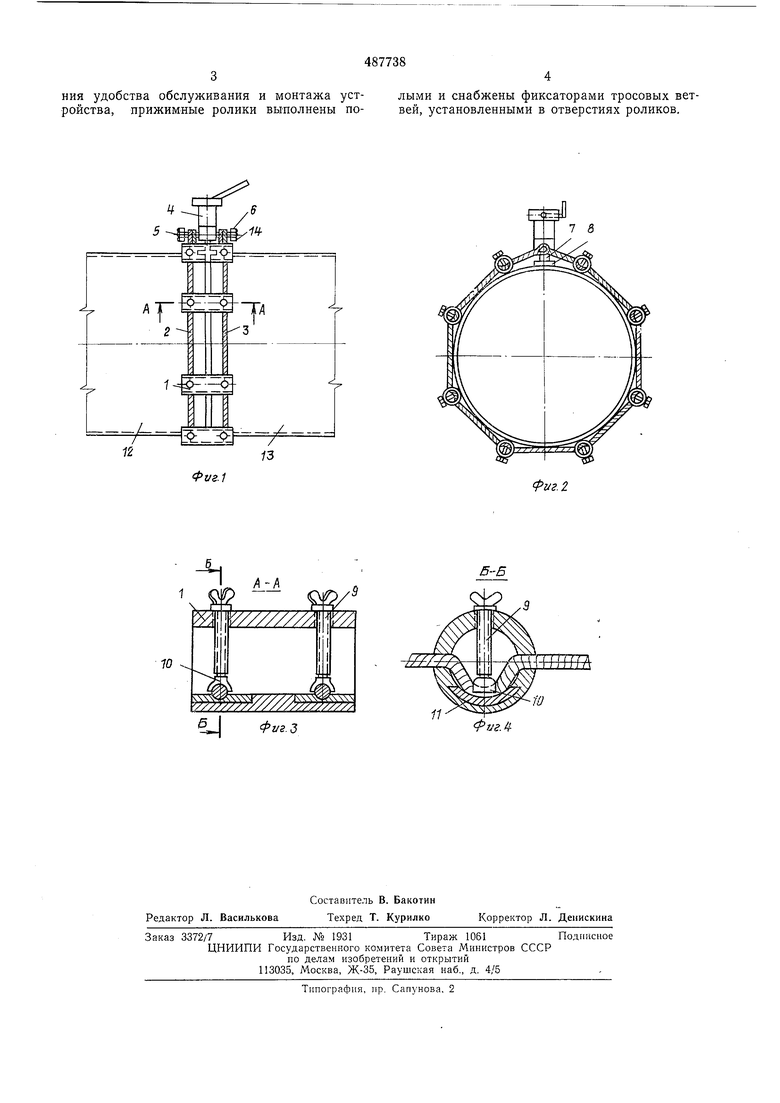
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез по А-А на фиг. 1; на фиг. 4 - разрез по Б-Б на фиг. 3.
Устройство состоит из онорных прижимов 1 в виде полых цилиндров с отверстиями для прохода гибких элементов, представляющих собой тросы 2, 3. На одном конце каждого троса выполнена петля, а на другом конце предусмотрен крюк. На корпусе натяжного приспособления, выполненного в виде гидродомкрата 4, предусмотрены цапфы 5, 6, а на конце щтока 7 гидродомкрата установлена сменная пята 8, выполненная по диаметру стыкуемых труб.
Устройство работает следующим образом. Опорные прижимы 1 равномерно распределяют по тросам 2, 3. Прижимы фиксируются на тросах винтами 9, на концах которых предусмотрены упоры 10, причем при фиксации прижимов тросы 2, 3 прижимаются к вкладыщам 11, запрессованным в каждый прижим. Собранные под центрируемые диаметры труб тросы 2, 3 с прижимами 1 накладываются на
трубы 12, 13 в месте стыка. При этом опорные прижимы 1 располагаются симметрично относительно стыка, а свободные концы троса 2, 3 - над стыкуемыми трубами. На стык труб в его верхней части устанавливают гидродомкрат 4 так, чтобы стык находился по центру сменной пяты 8, подобранной в соответствии с диаметром свариваемых труб. Концы тросов 2, 3 соответственно крюками и петлями надеваются на цапфы 5, 6 корпуса гидродомкрата
4 и фиксируются ограничительными гайками 14. Посредством гидродомкрата 4 производят натяжение устройства и центровку труб под сварку. После прихватки стыка монтал ной сваркой устройство демонтируют в обратном
порядке.
Формула изобретения
Устройство для центровки торцовых частей
труб при сварке стыка, по авт. св. 123931,
отличающееся тем, что, с целью повыще3ния удобства обслуживания и монтажа ройства, прижимные ролики выполнены уст- лыми и снабжены фиксаторами тросовых ветпо- вей, установленными в отверстиях роликов. 487738 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центровки торцевыхчАСТЕй ТРуб пРи CBAPKE СТыКА | 1979 |
|
SU804322A2 |
| Тросовый центратор | 1985 |
|
SU1324806A1 |
| Тросовый центратор | 1976 |
|
SU582931A1 |
| Устройство для центровки торцовых частей труб при сварке стыка | 1959 |
|
SU129621A1 |
| Устройство для правки и сборки под сварку кольцевых стыков труб | 1990 |
|
SU1748985A2 |
| Устройство для центровки торцовых частей труб при сварке стыка | 1986 |
|
SU1318371A2 |
| Устройство для сборки и центрирования труб под сварку | 1981 |
|
SU988510A1 |
| Устройство для центрирования труб при сварке | 1988 |
|
SU1743780A1 |
| Устройство для стыковки труб | 1981 |
|
SU988741A2 |
| Устройство для центровки торцовых частей труб при сварке стыка | 1987 |
|
SU1532261A1 |
Фvг.
фиг.
. 3
Б-Б
ФиеЛ
