1
Изобретение относится к вспомогательному сварочному оборудованию, а именно к устройствам для установки и крепления изделий в положение для сварки, и может быть использовано в разных областях промышленности.
Известен тросовый центратор, содержащий трос, охватывающий концевые части центрируемых труб под сварку, силовой привод, выполненный в виде винта, опорное основание контактирующее с одной стороны с приводом, а с другой - с концевыми частями центрируемых труб, выполненное в виде сменных призм-вставок, опирающихся на общую призму 1.
Однако нагрузки от силового привода по периметру труб распределяются неравномерно: наибольшие нагрузки возникают в местах контакта основания (призм-вставок) с трубами. Из-за этого нельзя применять привод большой мощности, так как в этих местах может произойти смятие.
Известен также тросовый центратор содержащий тросы с опорными прижимами, расположенными на равном расстоянии друг от друга, и устройство для натяжения тросов с прижимной плитой, взаимодействующей с изделием 21. .
Недостатки этого центратора: неточность центрирования и неравномерность распределения нагрузок пи периметру труб.
Целью изобретения /1вляется повышение точности центрирования за счет более равномерного распределения нагрузок по периметру соединяемых труб
Дня достижения цели прижимная плита снабжена шаровыми опорами, расстояние между которыми равно расстоянию Между опорными прижимами, и натяжными болтами, взаимодействующими с тросами и расположенными под устройством для натяжения тросов.
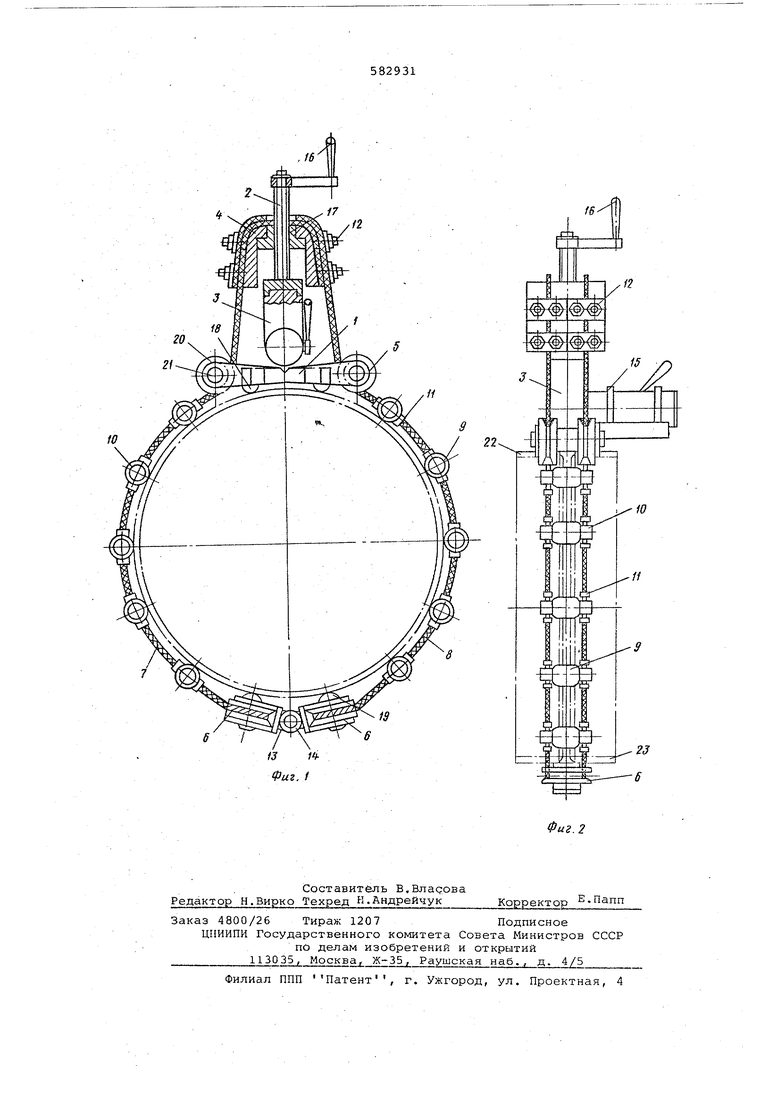
На фиг. 1 изображен тросовый центратор, общий вид на фиг. 2 - то же вид сбоку.
Тросовый центратор содержит прижимную плиту 1, устройство для натяжения тросов, состоящее из винта 2 и гидравлического домкрата 3, траверсу 4, вращгиощиеся блоки 5 и 6, тросы 7 и 8, опорные прижимы в виде свободно вращающихся роликов 9, оси 10 и зажимы 11. Тросы 8 выполнены петлевыми и концы их закреплены на траверсе .4 с помощью болтовых сжимов 12. С другой стороны эти тросы охватывают блоки 6.
Обоймы блоков 6 соединяются между собой с помощью шарниров 13 и пальца 14, Гидравлический домкрат прикрепляется к основанию с помощью, хомутов 15. Винт 2 имеет рукоятку 16, взаимодействует с гидравлическим домкратом 3 и соединяется с траверсой 4 с помощью втулки 17. Прижимная плита 1 и блоки б имеют шаровые опоры 18 и 19. Блоки 5 прикреплены к прижимной плите 1 с помощью кронштейнов 20 и осей 21.
Оси 10 свободно вращающихся роликов 9 одновременно являются и распорками, которые обеспечивают параллельное расположение тросов. Ролики 9 на тросе размещены через определенные интервалы по периметру труб 22 к 23 и фиксируются на тросах 7 и 8 с помощью зажимов 11. винт 2 служит для предварительного натяжения тросов (выбора слабины), а для создания нагрузки при центрировании труб используется гидравлический домкрат 3. Тросы охватывают блоки 5 с Нижней стороны, т.е. проходят между блоками 5 и прижимной плитой 1. Благодаря этому нагрузки от устройства цпя натяжения через тросы передаются на плиту 1 и в тросах создается только растягивающее усилие, которое равномерно распределяется по периметру труб. Шаровые опоры 18 пЛиты 1 создают на трубы нагрузку, большую, чем на свободно вращающиеся ролики 9, на величину веса привода с траверсой и с прижимной плитой. Однако эта величина незначительна по сравнению с теми нагрузками, которые создаются приводами при центрировании труб.
Работает центратор следующим образом.
Траверса 4 опущена винтом 2 в нижнее положение, а палец 14 снят и концы шарниров 13 разъединены. Предварительно между центрируемыми трубами 22 н 23 устанавливается необходилий зазор, затем тросовый центратор размещается на стыке труб, шарниры 13 собираются и в iHx отверстие вставляется палец 14.
После этого рукояткой 16 и вращением винта 2 создается предварительное натяжение тросов. Нагрузку для центрирования труб далее создают гидравлическим домкратом 3. При этом Ношичие блоков 6, охватываемых петлевыми тросами 7 и 8, позволяет создать равномерное натяжение в обеих ветвях ТРОСОВ, а равномерное распределение нагрузки по периметру труб позволяет более точно по диаметру сцентрировать трубы. Если же трубы имеют разные диаметры (отличаются на небольшую величину друг от друга) то с.целью обеспечения возможности выравнивания их концевых частей на большей части периметра один или несколько роликов выполняется съемным и при центрировании снимается. В этом случае в местах, где нет роликов, нагрузки снижаются, часть трубы большого диаметра смещается в эти места, а в остальной части концевые части труб выравниваются.
Таким образом, применение данного центратора позволяет не только повысить точность центрирования труб за счет равномерного распределения нагрузок по периметру труб и применения привода большей мощности, но и центрировать трубы разного диаметра.
Применение гидровинтового домкрата позволяет сократить время на центрирование труб за счет предварительного натяжения тросов винтом.
Формула изобретения
Тросовый центратор, содержащий тросы с опорными прижимами, расположенными на равном расстоянии друг от друга, и устройство для натяжения тросов с прижимной плитой, взаимодействующей с изделием, отличающийся тем, что, с целью повышения точности центрирования за счет более равномерного распределения нагрузок по периметру соединяемых труб прижимная плита.снабжена шаровыми опорами, расстояние между которыми равно расстоянию между опорными прижимами и натяжными блоками, взаимодействующими с тросами и расположенными под устройством для натяжения TpocdB.
Источники информации, принятые во внимание при экспертизе:
1.Монтаж оборудования на тепловых электростанциях Экспресс-информация, 1975, №9, с.4.
2.Авторское свидетельство СССР W 123931, кл. В.23 К 31/06, 1959.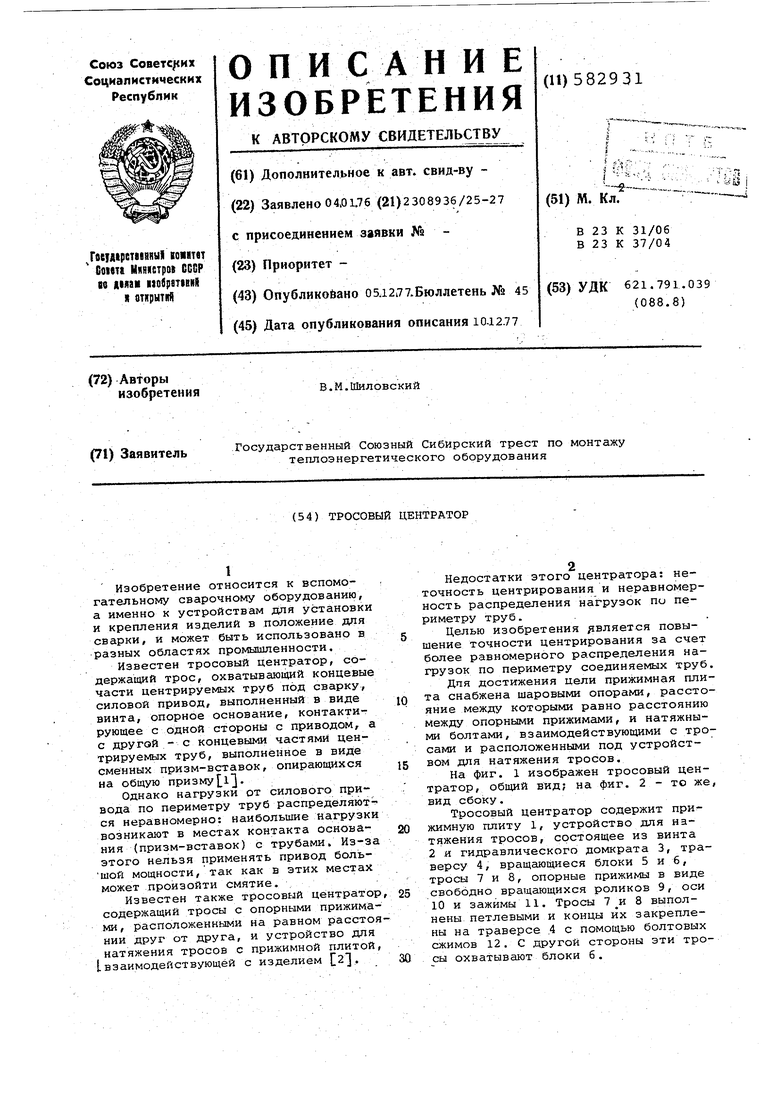
| название | год | авторы | номер документа |
|---|---|---|---|
| Тросовый центратор | 1985 |
|
SU1324806A1 |
| Устройство для сборки и центрирования труб под сварку | 1981 |
|
SU988510A1 |
| Наружный центратор | 1980 |
|
SU1006141A1 |
| Устройство для центровки торцевых частей труб при сварке стыка | 1973 |
|
SU487738A2 |
| Устройство для сборки и центрирования труб под сварку | 1983 |
|
SU1215252A1 |
| ПОЛУАВТОМАТ ДЛЯ НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНОЙ ЗАКАЛКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИНДУКЦИОННЫМ НАГРЕВОМ | 2003 |
|
RU2266339C2 |
| Устройство для имитации нагрузки на рамную крепь | 1990 |
|
SU1776323A3 |
| Наружный центратор для сборки труб под сварку | 1974 |
|
SU612766A1 |
| ЦЕНТРАТОР И ОБСАДНАЯ КОЛОННА | 2001 |
|
RU2209291C1 |
| Устройство для сборки и центрирования труб под сварку | 1985 |
|
SU1363658A1 |