(54) УСТРОЙСТВО ДЛЯ ЦЕНТРОВКИ ТОРЦОВЫХ ЧАСТЕЙ ТРУБ ПРИ СВАРКЕ СТЫКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центровки торцовых частей труб при сварке стыка | 1986 |
|
SU1318371A2 |
| Устройство для центровки торцовых частей труб при сварке стыка | 1987 |
|
SU1532261A1 |
| Центратор для сборки и сварки труб | 1977 |
|
SU683874A1 |
| Устройство для центровки торцевых частей труб при сварке стыка | 1973 |
|
SU487738A2 |
| ЦЕНТРАТОР ДЛЯ СОЕДИНЕНИЯ ТОРЦЕВ ТРУБ ПОД СВАРКУ | 2005 |
|
RU2302933C1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| Устройство для центровки торцовых частей труб при сварке стыка | 1959 |
|
SU129621A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ТРУБОПРОВОДОВ | 1995 |
|
RU2096154C1 |
| Внутренний центратор | 1978 |
|
SU763055A1 |
| Устройство для центрирования труб при сварке | 1988 |
|
SU1743780A1 |
t
Изобретение относится к сварке, в частности к устройствам для сборки и сварки трубопроводов.
По основному авт.св. №123931 известно устройство для центровки торцовых частей труб при сварке стыка с примением деталей для обжима труб по наружной поверхности в месте стыка в котором детали для обжима выполнены в виде равномерно размещаемых по окружности стыка цилиндрических роликов с проушинами для прохода натягиваемого троса, прижимающего ролики к трубе 1 .
Недостатком указанной конструкции является то, что устройство не может обеспечить по всему периметру совмещение кромок стыкуемых и свариваемых труб в пределах допускаемых отклонений на сварку.
В тех местах, где нужно устранить смещение кромок, необходимо подкладыв.ать под ролик, соприкасающийся с поверхностью трубы, V-образные стальные подкладки, а это очень трудоемко и неудобно, так как первоначально определить где нужно устанавливать подкладки практически очень трудно. В начале нужно затянуть центратор, определить, где есть зазоры. под нажимными роликами (несовпадения кромок по периметру стыкуемых труб), наметить-места, в которых необходимо устанавливать подкладки, и определить требуемую их толщину.
Затем разжать центраторы, установить подкладки требуемой толщины и чем-то их зафиксировать в нужных местах. После этого нужно снова за0тянуть центратор и убедиться в совпадении кромок стыкуемых труб так как нет гарантий, что с помощью подкладок с первой их установки можно устранить имевшееся несовпадение
5 кромок. Иногда это приходится выполнять по три-четыре раза. Эти дополнительные операции значительно увеличивают трудоемкость и снижают качество работы.
0
Цель изобретения - улучшение качества сборки путем повышения точности совпадения кромок.
Указанная цель достигается тем, что каждая пара обжимных роликов
5 смонтирована с возможностью поворота относительно оси параллельно продольной оси трубы, при этом в роликах выполнены резьбовые отверстия, а в упомянутых отверстиях установлены рихтовочные винты-фиксаторы.
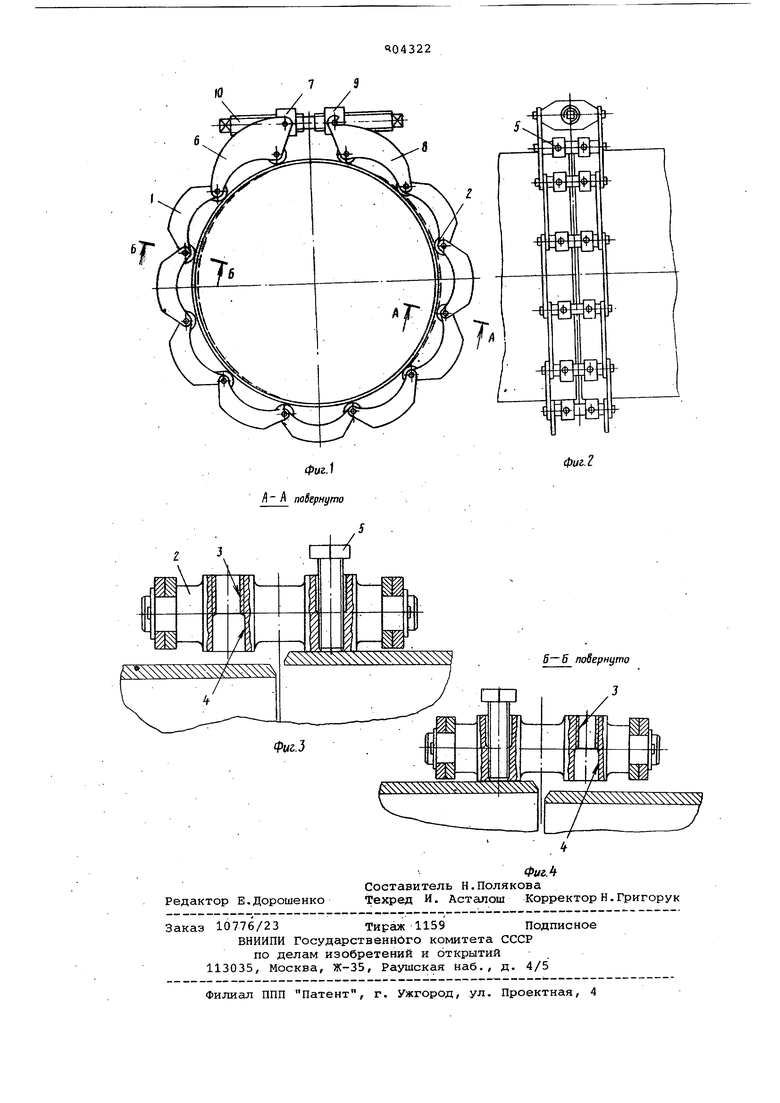
На фиг. 1 изображено устройство, общий вид , на фиг. 2 - то же, вид сбоку,- на фиг; 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1.
Устройство представляет собой шарнирно-звенную пластинчатую цепь, собранную из пластин 1, внутренний радиус которых несколько больше радиуса (наименьшего) центрируемых труб. Пластины закреплены на свободно вращгиощихся нажимных роликах 2, в которых выполнены отверстия 3 и 4. При этом в отверстиях 3 выполнена резьба. Отверстия 3 и 4 совмещены друг с другом попарно и одна пара относительно другой повернута на ISO. В резьбовые отверстия 3 по необходимости ввинчиваются рихтовочные винтыфиксаторы 5. Крайнее левое звено цепи выполнено в виде двух щек 6, закрепленных шарнирно на цапфах гайки 7,имеющей левую резьбу.
Правое крайнее звено цепи выполнено в виде двух пластинчатых крюков 8, замыкаемых устройство на цапфах гайки 9, имеющей правую резьбу. Для стягивания устройства на стыкуемых трубах- служит винт 10, расположенный параллельно касательной окружности трубы, и имеющий Правую и левую резьбу. На обоих концах винта предусмотрены выступы под ключ.
Устройство работае т следующим образом.
Устройство устанавливается симметрично стыку труб, после чего крюковое звено 8 одевается на цапфы правой гайки 9 и вращением винта 10 -натягивается пластинчатая цепь до получения соосности стыкуемых труб и совп;адения части кромок. После этого визуально определяют величину
и точки смещения кромок, что определяется по наличию зазоров под нажимными роликами, и намечают места, в которых необходимо устранить смещение кромок стыкуемых труб. В этих местах - посредством воротка отверстий .4 на- жимные ролики разворачиваются так, чтобы резьбовые отверстия 3 были повернуты в сторону трубы, перпенди- кулярно к ней (ось отверстия совпадает с радиусом). В резьбовые отверс тия, расположенные над противоположной зазору трубе (т.е. соприкасающиеся споверхностью трубы), ввинчиваются рихтовочные винты-фиксаторы до тех пор, пока не устраняется смещение кромок стыкуемых труб. В этом положении стык фиксируется до выполнения монтажной электросварки, после чего устройство разжимается и смещается в .сторону по трубе для выполне0 . ния сварки стыка.
Формула изобретения
Устройство для центровки торцовых частей труб при сварке стыка по авт. св. №123931, о т л и ч а ю щ е е с я тем, что, с целью улучшения качества сварки путем повышения точности совпадения кромок, каждая пара обжимных роликов смонтирована с возможностью поворота относительно оси параллельно продольной оси трубы, при этом в роликах выполнены резьбовые отверстия., а в упомянутых отверстиях установлены рихтовочные винты-фиксаторы.
Источники информации, принятые во внимание при экспертизе
(прототип).
.1
К повернуто
фиг. 2
