ливаются соосно. В разрезаемой трубе 18 расположена режущая оправка 19
Предлагаемый штамп работает следующим образом.
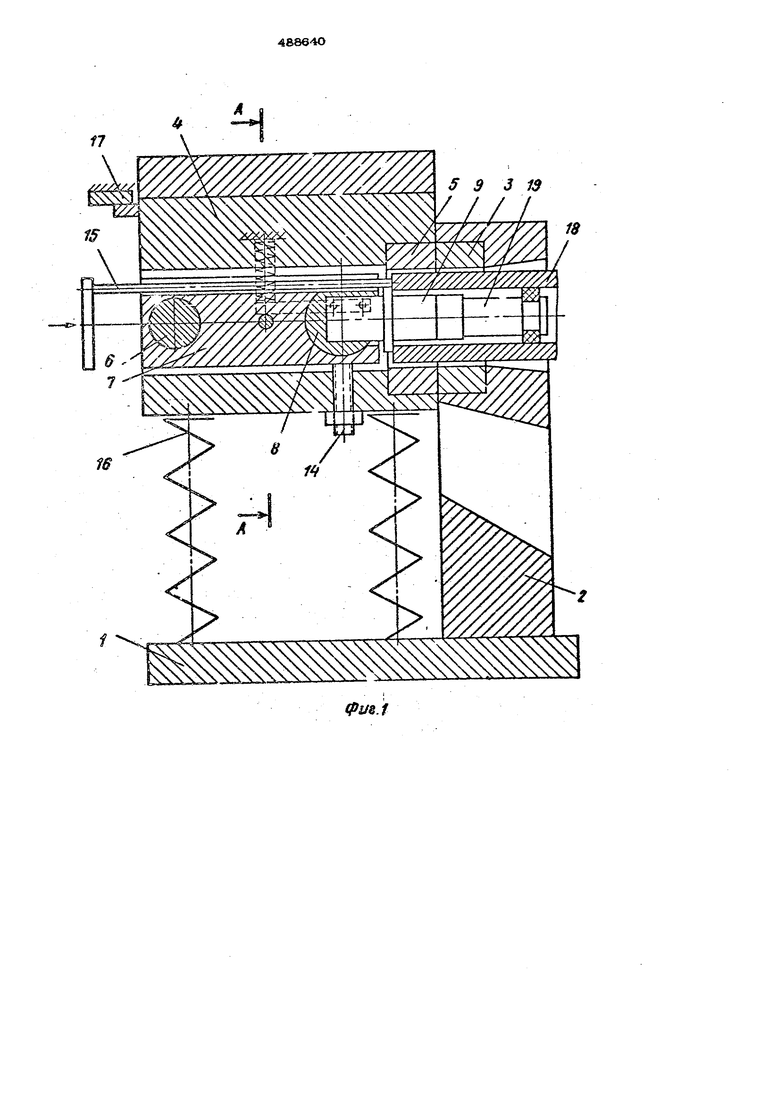
В трубу 18 вставляется режушая оправка 19, и труба подается в штамп механизмом подачи. Б исходном положении режущие втулки 3 и 5, а также режущая оправка 9 установлены соосно. При этом между разрезаемой трубой 18 и режущим инструментом 3, 5, 9 и 19 имеется зазор, который обеспечивает свободную подачу трубы независимо от точности ее изготовления.
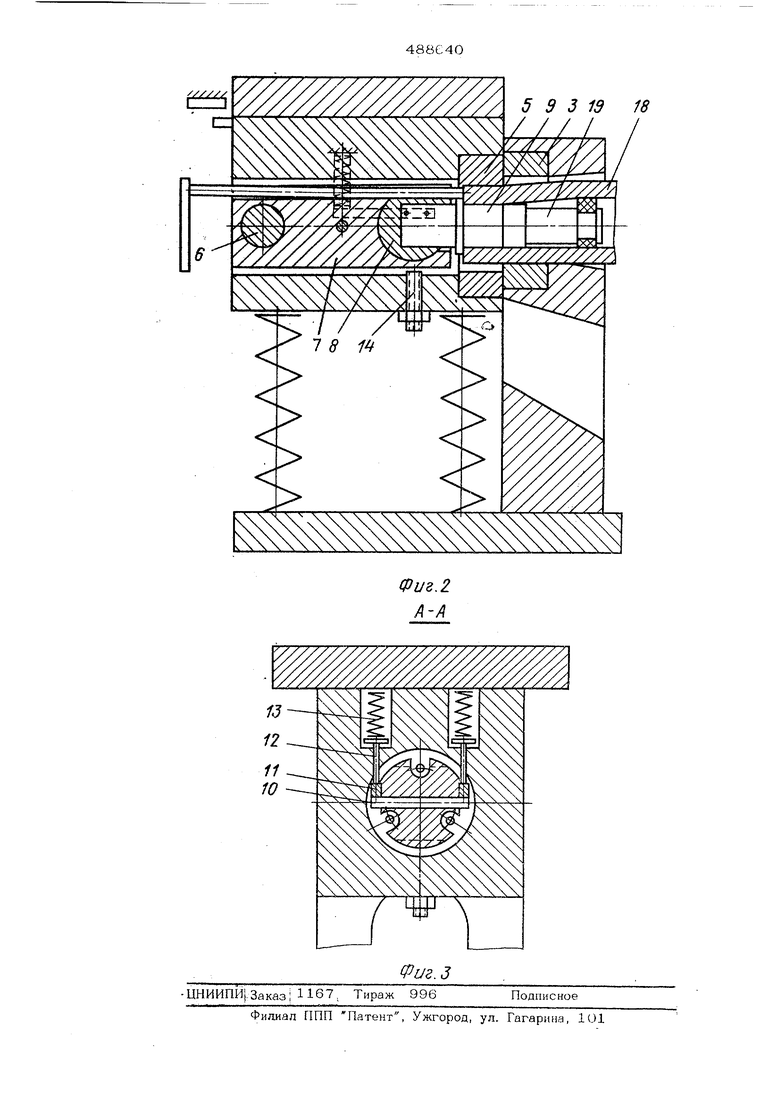
При ходе ползуна пресса вниз опускается подвижный ползун 4 штампа и выби раются зазоры между трубой 18 и режущими втулками 3 и 5. При этом вместе с режущей втулкой 5 опускается вниз, рожущая оправка 9, зазор между ней и трубой вверху 1увеличивается, а внизу уменьшается. Вступают в работу режущие 5 и 3. Усилие разрезания трубы превышает усилие, допускаемое устойчивостью ее поперечного .сечения, поэтому труба начинает сминаться между режущими втулками (в направлении резки). Режущая опра&ка 9 своим нижним полупериметром (ниж;ней половиной) ложится на трубу 18 и останавливается. Так как движение подзу- на 4 и смятие трубы .режущими втулками 3 и 5 продолжается, то происходит соотве-рственно опускание оси б и поворот щтанги 7. относительно этой оси и опоры. При этом рычаги 11 через толкатели 12 ежимают пружины 13. -Режущая оправка 9 остается неподвижной до тех юр, пока режущде втулки 3 и 5 обожмут трубу 18 в зоне резки вокруг режущих оправок 9 и 19 и выберутся все зазоры меж.ау режущим инструментом и разрезаемой трубой.
Труба 18 разрезается режущими BTyjw камиЗ, 5 и режущими оправками 9 и 19,
Усилие резки на режущие оправки передает ся через стенку трубы. Вступает в работу механизм удаления отрезанной заготовки.
При обратном ходе ползуна пресса все элементы штампа возвращаются в исходное положение: пружины 16 поднимают ползун 4 ,вверх до упора 17, а пружины ГЗ через толкатели 12 поворачивают рычаги 1 до упоров 10 и щтангу 7 до упора 14, устанавливая соосно режущие втулки 3, 5 и режущую оправку 9.
Труба 18 подается в штамп на шаг подачи,, и цикл работы повторяется.
Формула изобретения
1.Штамп для резки труб, содержащий два механизма реза, один из которых смонтирован в неподвижном корпусе и выполнен в виде втулочного ножа и ножаоправки,, а другой - в нолзуне и выполнен в виде втулочного ножа и ножа-оправки с хвостовиком, отличающийся тем, что, с целью повышения надежности и долговечности работы штампа, он снаб жен механизмом перемещения ножа-оправки с хвостовиком, выполненным в виде цилиндрической опоры, установленной в штанге, свободно сидящей на оси, и подпружиненных относительно верхней плиты штампа рычагов, с одной сторонг жестко связанных с опорой, а с другой - взаимодействующих со штангой, при этом ползун снабжен упорюм, ограничивающим поворот штанги.
2.Штамп по п. 1, отличающий с я тем, что ось с размещенной на ней штангой закреплена в ползуне.
3.Штамп по п. 1, отличающ и и с я тем, что ось с размещенной на ней щтангой закреплена на стойке, смонтированной на неподвижном основании.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки труб | 1973 |
|
SU499062A1 |
| Штамп для резки труб | 1977 |
|
SU721255A1 |
| Устройство для резки труб | 1980 |
|
SU961871A1 |
| Штамп для резки труб | 1984 |
|
SU1201069A1 |
| Штамп для резки прутка | 1981 |
|
SU1006104A1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1985 |
|
SU1382599A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2006348C1 |
| Штамп для резки труб на заготовки | 1982 |
|
SU1172655A1 |
| Устройство для отбраковки немерных концов к штампу для резки проката | 1985 |
|
SU1311868A1 |
| Штамп для резки проката | 1979 |
|
SU837621A1 |