лена режущая оправка 13, и труба подается в штамп механизмом подачи, который на чертеже не показан. При этом между трубой 12 и режущими инстру ментами 3, 5, 6 и 13 имеется зазор, который обеспечивает.свободную подачу трубы независимо от точности ее изготовления.
При ходе ползуна пресса вниз подвижный ползун 4 штампа начинает опускаться вниз, выбирается зазор между разрезаемой трубой 12 и режущей втулкой 5 вверху и трубой 12 и режущей втулкой 3 внизу, при этомвместе с режущей втулкой 5 опускается и режущая оправка 6 так, что зазор между ней и трубкой 12 вверху увеличивается, а внизу уменьшается.
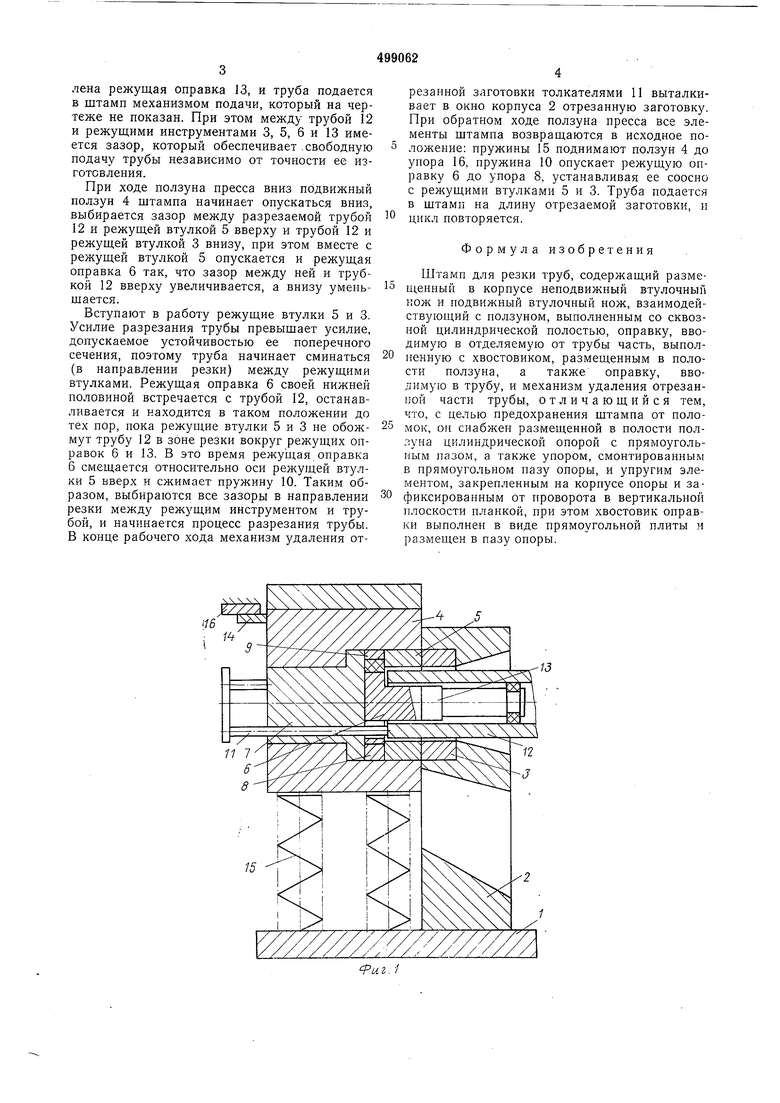
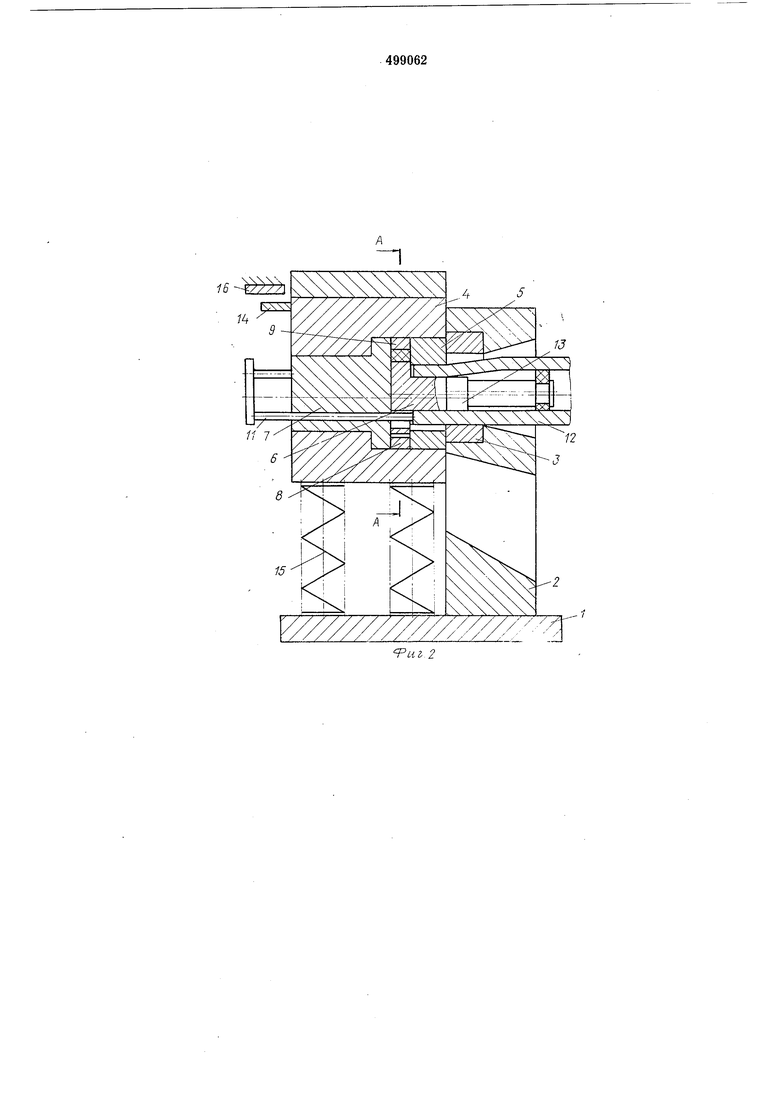
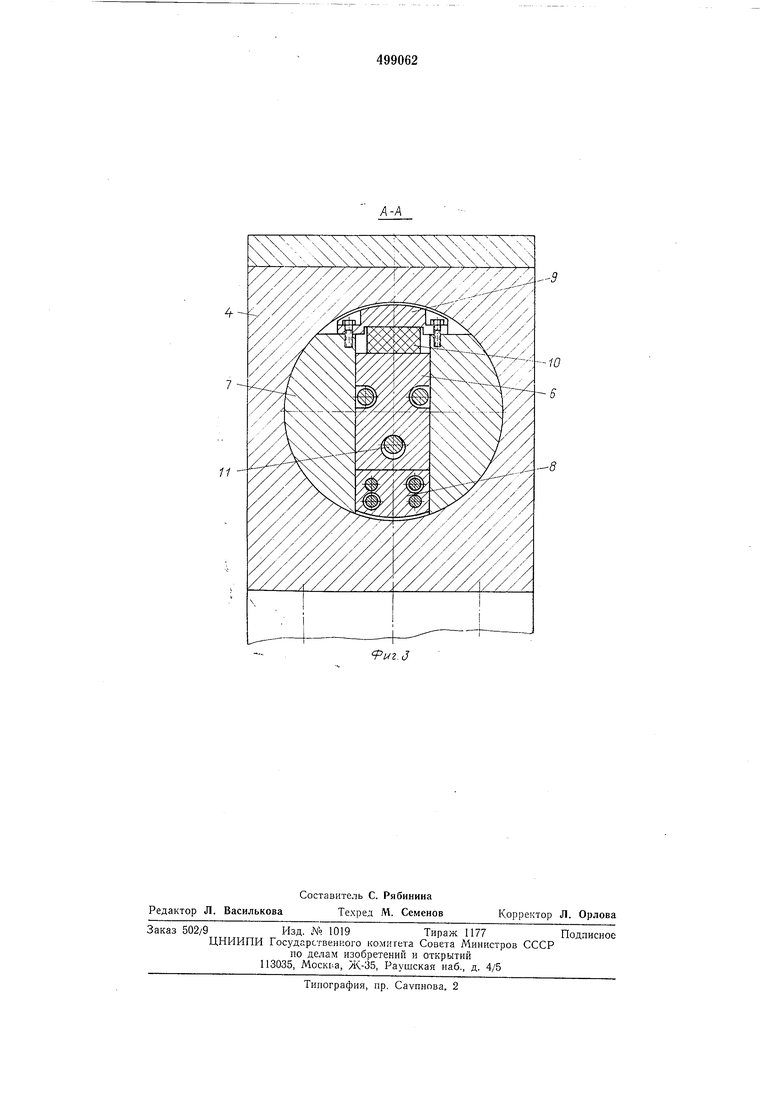
Вступают в работу режущие втулки 5 и 3. Усилие разрезания трубы превышает усилие, допускаемое устойчивостью ее поперечного сечения, поэтому труба начинает сминаться (в направлении резки) между режущими втулками. Режущая оправка 6 своей нижней половиной встречается с трубой 12, останавливается и находится в таком положении до тех пор, пока режущие втулки 5 и 3 пе обожмут трубу 12 в зоне резки вокруг режущих оправок 6 и 13. В это время режущая оправка 6 смещается относительно оси режущей втулки 5 вверх и сжимает пружину 10. Таким образом, выбираются все зазоры в направлении резки между режущим инструментом и трубой, и начинается процесс разрезания трубы. В конце рабочего хода механизм удаления отрезанной заготовки толкателями 11 выталкивает в окно корпуса 2 отрезанную заготовку. При обратном ходе ползуна пресса все элементы штампа возвращаются в исходное положепие: пружины 15 поднимают ползун 4 до упора 16, пружина 10 опускает режущую оправку 6 до упора 8, устанавливая ее соосно с режущими втулками 5 и 3. Труба подается в щтамп на длину отрезаемой заготовки, и цикл повторяется.
Формула изобретения
Штамп для резки труб, содержащий размещенный в корпусе неподвижный втулочный кож и подвижный втулочный нож, взаимодействующий с ползуном, выполненным со сквозной цилиндрической полостью, оправку, вводимую в отделяемую от трубы часть, выполненную с хвостовиком, размещенным в полости ползуна, а также оправку, вводимую в трубу, и механизм удаления отрезанной части трубы, отличающийся тем, что, с целью предохранения штампа от поломок, он снабжен размещенной в полости поллуна цилиндрической опорой с прямоугольным пазом, а также упором, смонтированным в прямоугольном пазу опоры, и упругим элементом, закрепленным на корпусе опоры и зафиксированным от проворота в вертикальной плоскости планкой, при этом хвостовик оправки выполнен в виде прямоугольной плиты и размещен в пазу опоры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки труб | 1974 |
|
SU488640A1 |
| Штамп для резки прутка | 1981 |
|
SU1006104A1 |
| Штамп для резки труб | 1977 |
|
SU721255A1 |
| Штамп для резки труб | 1984 |
|
SU1201069A1 |
| Устройство для отбраковки немерных концов к штампу для резки проката | 1985 |
|
SU1311868A1 |
| Штамп для резки проката | 1979 |
|
SU825284A1 |
| Штамп для резки проката | 1979 |
|
SU837621A1 |
| Устройство для резки цилиндрических заготовок | 1973 |
|
SU470368A1 |
| Устройство для резки труб на заготовки | 1986 |
|
SU1349901A1 |
| Устройство для резки труб на заготовки | 1984 |
|
SU1177085A1 |
S
/////УТГ
/ / // ,
TLH 2
4
11
