А }
1i
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки проката на мерные заготовки.
Цель изобретения -- расширение технологических возможностей путем обеспечения отбраковки : заготовок при использовании втулочных ножей.
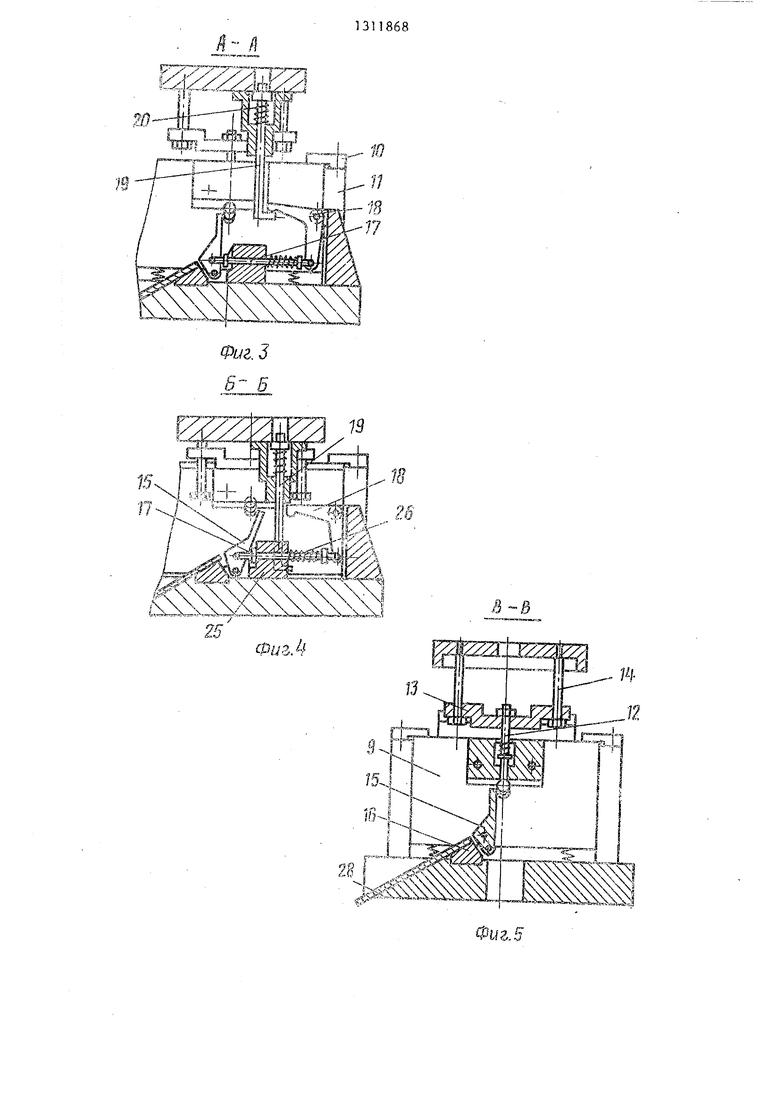
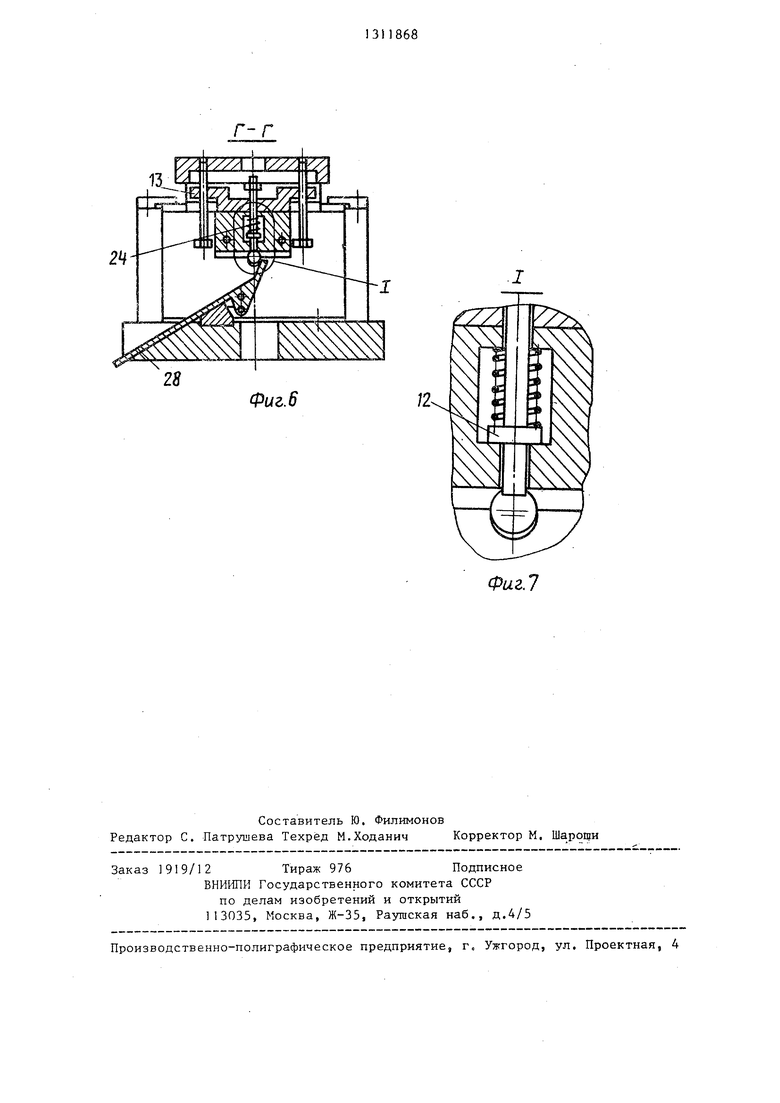
На фиг,1 изображено устройство при положении ползуна в верхней мертвой точке5 общий вид; на фиг,2 - то же,, при положении ползуна в нижней мертвой точке; на фиг.З - разрез А-А на фиг,5 на фиг.4 - разрез Б-Б на фиг,2; на фиг,5 - разрез В-В на фиг, 1; на фиг,6 - разрез Г-Г на фиг,2; на фиг.7 - узел I на фиг.6.
Устройство для отбраковки немерных концов к гатампу для резки проката состоит из нижней плиты 1, на которой смонтированы все механизмыр и верхней плиты 2, выполняющей роль нажимного устройства.
Неподвижный целый нож-втулка 3 устанавливается в массивном корпусе 4,, закрепленном на нижней плитеj и зажимается крышкой 5,
Подвижный нож состоит из двух полувтулок 6 и 7р установленных в исходном положении с зазором по горизонтальной плоскости разъемй и смь;- кающихся к моменту начала рубки прутка клиновым механизмом (не показан), связанным с нажимной планкой 8, Подвижной нож смонтирован в подпружиненном корпусе 9, перемещающемся в направляющих планках 10, закрепленных на корпусе А, Верхнее положение подпружиненного корпуса, обеспечивающего совпадение оси верхней полувтулки 6 подвижного ножа с осью неподвижного ножа-втулки 3 при положении ползуна в в,м,т„5 фиксируется упорными планками 11,
На корпусе 9 смонтирован подпружиненный промежуточный упор 12, связанный через Планку 13 и тяги 14 с верхней плитой, При положении ползуна в верхней мертвой точке упор 12 планкой 13 поднят в крайнее верхнее п оложение и не мешает выходу прутка из ножей штампа.
Захват и удаление из пгтампа отрубленных заготовок производится поворотным сбрасывателем 15, шарнирно установленным в опоре 16, При положении ползуна пресса в верхней мертвой точке сбрасыватель 15 итоком V
82
рычагом 18 и толкателем 19, связанным через пружину 20 с верхней плитой штампа, удерживается в вертикальном положении, создавая возможность
удаления концевых отходов через отверстие в нижней плите под стол пресса.
Задний основной упор 21, установленный на регулируемом корпусе 22,
имеет возможность поворачиваться относительно оси. В исходном положении упор удерживается пружиной (не показана). Гашение удара об упор при подаче прутка осуществляется пружинами 23.
Упор 12 подпружинен пружиной 24, а шток 17 установлен в корпусе 25 и поджат пружиной 26. Корпус 9 относительно плиты 1 подпружинен пружиной 27, Для з даления отрезанных заготовок предусмотрен лоток 28,
Устройство работает следующш образом.
Пруток 29 подающим устройством автоматического стеллажа подается до основного упора 21 и включает ход ползуна пресса.
На первых миллиметрах хода ползуна вниз опускаются: планка 13 и толкатель 19 при этом промежуточный упор 12 пружиной 24,начинает прижиматься к прутку 29J а пружина 26 сдвигает вправо до упора в корпус 25 шток 17s поворачивая рычаг 18 и
сбрасыватель 159 который становится в позицию прием отрубленной заготовки, перекрывая отверстие в нижней плите 1 штампа. При дальнейием опускании ползуна верхняя плита 2
нажимает на планку 8 и, не опуская корпуса 9, удерживаемого от перемещения пружинами 28, клиновым механизмом смыкает полувтулки 6 и 7 подвижного ножа по плоскости разъема, после чего подвижный корпус 9 начинает под нажимом ползуна опускаться вниз, отрезая заготовку 30 (фиг,2),
При ходе ползуна пресса вверх под- вижный нож поднимает отрезанную заготовку на ось штампа и постоянно рабо- таюп;ая автоматическая подача прутком начинает выталкивать заготовку из открывающегося подвижного ножа (ниж- няя полувтулка 7 возвращается в исходное положение под действием пружин) , Подаваемый пруток выталкивает отрезанную заготовку в промежуточный упор 12, опустившийся под действием
313
пружины 24 .(фиг.7). Подача прутк& временно прекращается до момента возвращения ползуна к верхней мертвой точке, когда планка 13 выведет упор 12 из зоны перемещения прутка. К этому времени сбрасыватель 15 толкателем 19 через рычаг 18 и шток 17 вернется в вертикальное положение, сбросив отрезанную заготовку на лоток 28, и откроет отверстие в столе пресса.
Подаваемый пруток дойдет до упора 21 и цикл повторится.
Если перед подаваемым прутком находится конценой отход от предьщуще- го прутка (короче заготовки), он,не задевая упора 2 (достаточное прови- санке конца отхода обеспечивается величиной зазора между верхней и нижней полувтулками подвижного ножа), выходит из подвижного корпуса и падает через отверстие в нижней плите под стол пресса. Макси :альная длина концевого отхода, проходящего под основной упор и невключающего ход ползуна пресса, зависит от зазора между прутком и очком неподвижного ножа- втулки 3, определяющего прогиб концевого отхода, При возникновении ава- оийных ситуаций - пруток застрял в
18684
штампе и не вытолкнул отрубленную заготовку - сбрасыватель 15 может не керцуться в -исходное (вертикальное) положение за счет сжатия пружины 20.
Формула изобретения
1. Устройство для отбраковки не- Мерных концов к щтампу для резки про- fO ката, содержащее смонтированные на неподвижной плнте штампа поворотный сбрасыватель отрезанных заготовок и
упор, отличающеес
тем,
что, с целью расширения технологи- ческих возможностей путем обеспече- ния отбраковки заготовок при использовании втулочных ножей, оно снабжено дополнительным упором, установленном в подвижном ноже и кинематически
связанным с подвижной плитой щтампа. t . .
2. Устройство по П.1, отличающееся тем, что поворотный сбрасыватель кинематически связан с
подвижной плитой посредством двуплечего р.ычага, шарнирно закрепленного на неподвижной плите, одно из плеч которого связано с подвижной плитой а другое - с поворотным сбрасывателем посредством промежуточной тяги.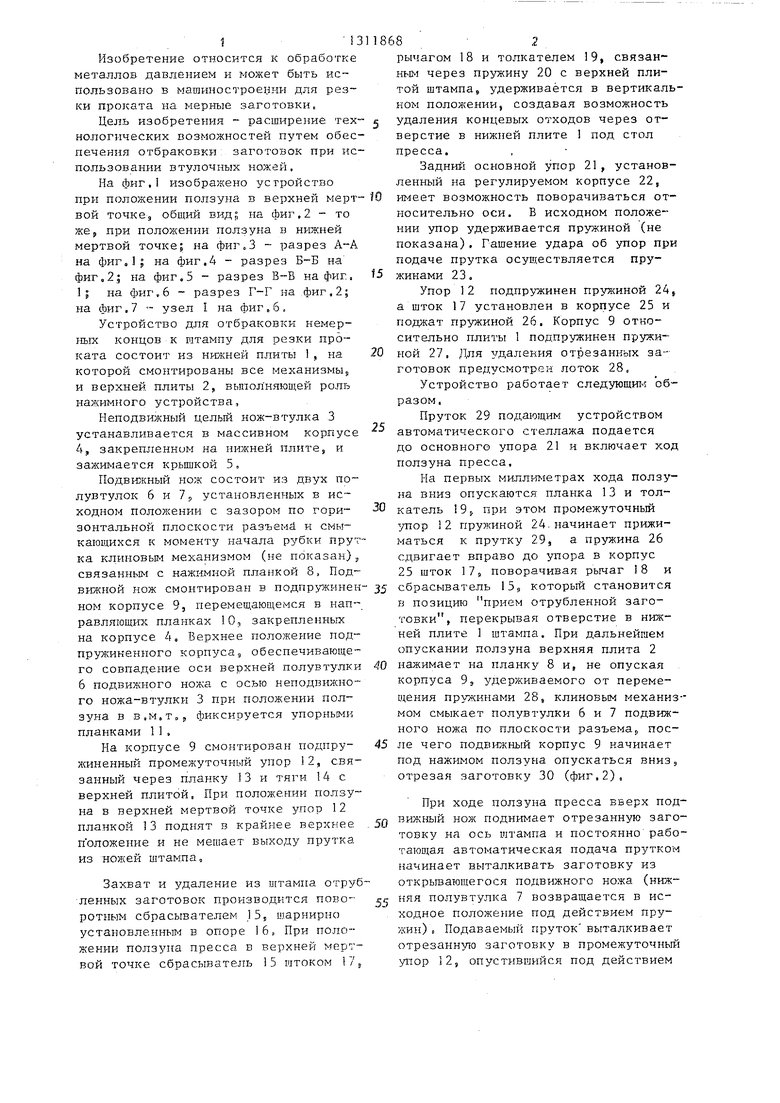

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для разрезки прутков на короткие заготовки | 1991 |
|
SU1814593A3 |
| Штамп для резки проката с отбраковкой немерных концов | 1986 |
|
SU1409414A1 |
| Штамп для резки проката | 1979 |
|
SU837621A1 |
| Устройство для резки проката на мерные заготовки | 1986 |
|
SU1338982A1 |
| Автоматическая линия для резки пруткового материала | 1987 |
|
SU1530309A1 |
| Штамп для разделения сортового проката | 1986 |
|
SU1362574A1 |
| Штамп для резки пруткового материала | 1985 |
|
SU1303290A1 |
| Устройство для обработки длинномерного материала | 1987 |
|
SU1488077A1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1992 |
|
RU2015863C1 |
Изобретение относится к обработке металлов давлением. Цель изобретения - расширение технологических возможностей устройства для отбраковки -немерных концов. При ходе ползуна пресса вниз упор (У) 12 прижимает г к W//////A ////. 29, ся к прутку 29, а пружина сдвигает вправо до упора в корпус шток. При этом сбрасыватель устанавливается в позицию Прием отрубленной заготовки, перекрывая отверстие в плите 1. Затем плита 2 нажимает на планку 8 и смыкает полувтулки 6 и 7 подвижного ножа по плоскости разъема. После этого корпус 9 опускается, происходит отделение заготовки 30. При ходе ползуна вверх пруток 29 выталкивает заготовку 30 и упирается в У 12. Затем планка выводит У 1 2 из зоны перемещения прутка 29. Если перед подаваемым прутком 29 находится немерный конец, то он, не задевая У 21, падает в о.- верстие в плите I, I з.п,ф-лы, 7 ил, г к (Л 22 23 СХ5 Oi 00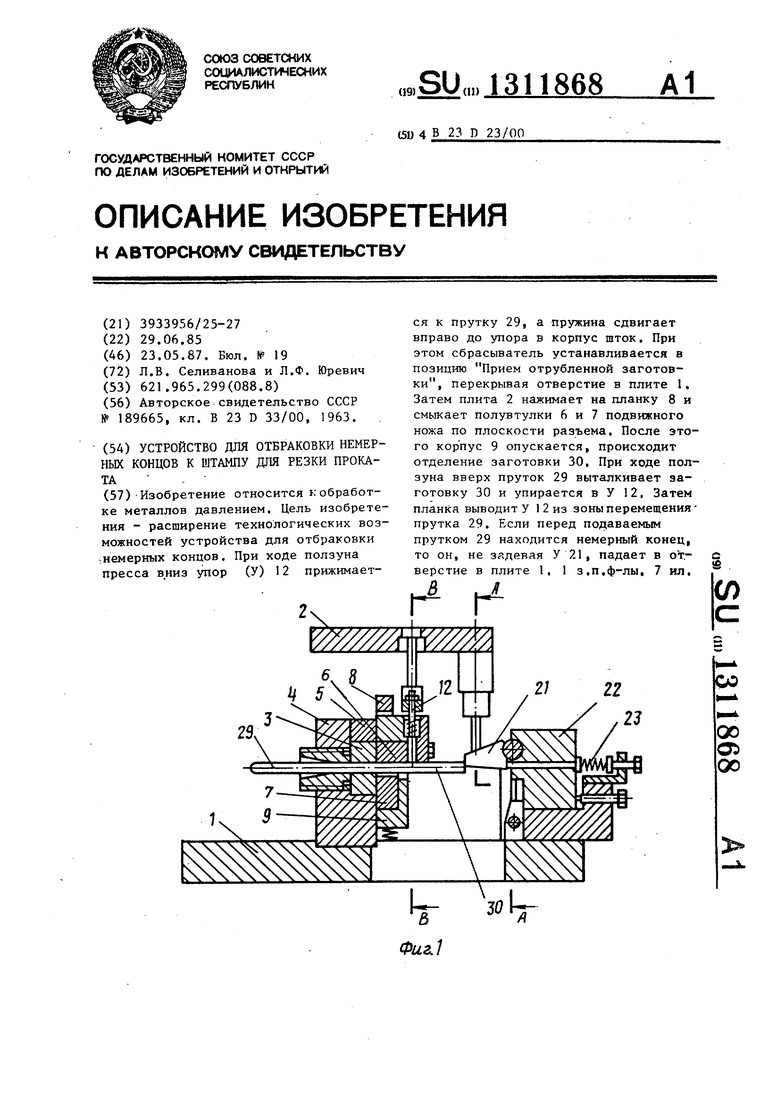
29
27 в 30 ЦФиг.2
Фиг. 3
Б
Ш/
Ф. /3.4
8-В
П
Фиг. 5
Фиг.6
Фиг.7
