.(54) УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки труб | 1977 |
|
SU721255A1 |
| Оправка к штампу для резки труб | 1984 |
|
SU1196167A1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1985 |
|
SU1382599A1 |
| Штамп для резки труб на заготовки | 1982 |
|
SU1172655A1 |
| Штамп для резки труб | 1974 |
|
SU488640A1 |
| Штамп для резки труб | 1973 |
|
SU499062A1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЬНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2099165C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1989 |
|
RU2038927C1 |
| Штамп для резки труб | 1984 |
|
SU1201069A1 |
| Штамп для резки прутка | 1981 |
|
SU1006104A1 |
Изобретение относится к обработке металлов давлением, а именно к устройствам для резки труб на заготовки.
Известно устройство для резки труб на заготовки, содержащее подвижную и неподвижную державки с установленными в них втулочными ножами, режущие оправки, устанавливаемые в разрезаемую трубу и отрезаемую заготовку, и механизм выталкивания отрезаемой заготовки fl.
Недостатком известного устройства является сложная его конструкция, так как требуется специальный механизм для установки оправки в разрезаемой трубе, а кроме того, невысокое качество получаемых заготовок.
Цель настоящего изобретений упрощение конструкции устройства и Повышение качества получаемых заготовок.
Для.достижения цели устройство для резки труб на заготовки, содержащее подвижную и неподвижную держа вки с установленными в них втулочными ножами,режущие оправки,устанавливаемые в разрезаемую трубу и отрезаемую .заготовку, и механизм выталкивания отрезаемой заготовки,снабжено смонтированной в неподвижной державке электромагнитной обмоткой, при этом втулочные ножи расположены с зазором один относительно другого, режущие оправки выполнены из ферромагнитного материала, а режущая оправка, устанавливаемая в разрезаемую трубу, выполнейа с торцовым конусным выступом, расположенным по ее оси, высотой, соответствующей величине зазора между втулочными ножами.
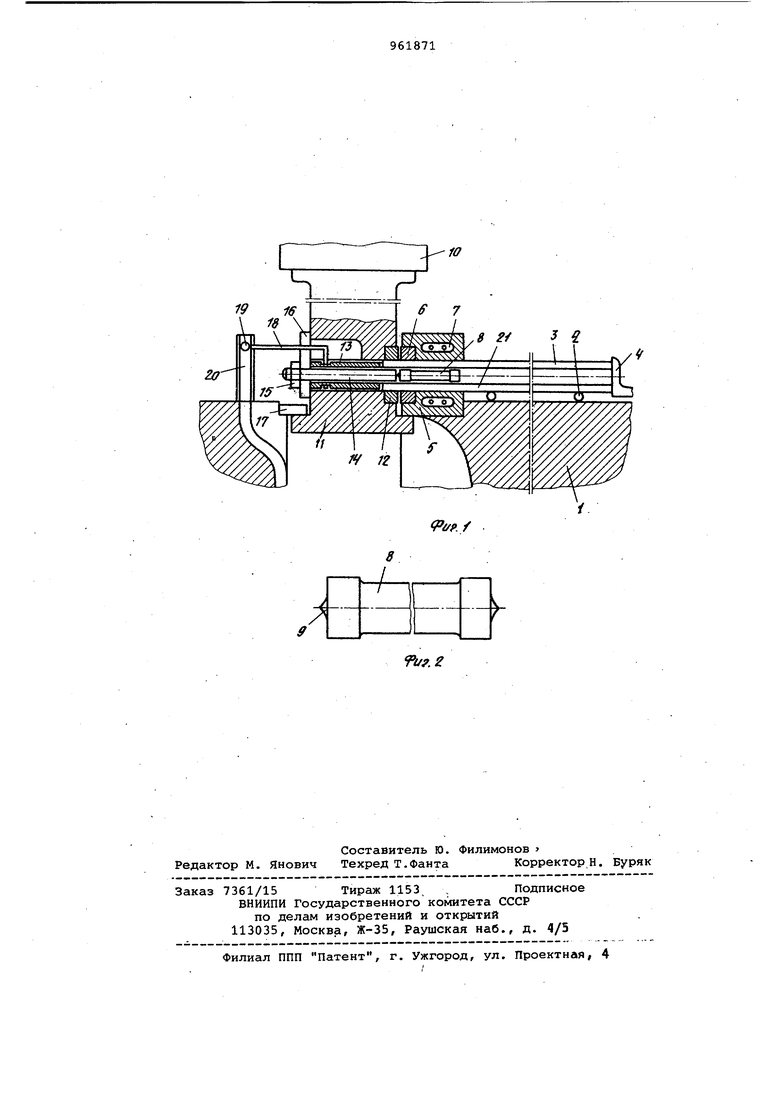
На фиг. 1 показано устройство, общий вид; на фиг. 2 - режущая оправка, устанавливаемая в разрезаемую 5 трубу.
Устройство содержит стол 1, на рольганге 2 которого находится разрезаемая труба 3, с которой взаимодействует толкатель 4., На столе закреплена державка 5 с втулочным ножом 6. ,
Внутри державки помещена обмотка электромагнита 7, а внутри трубы режущая оправка 8. Оправка изготовле на из ферромагнитной инструментальной стали. Ее особенностью является наличие соосного конусного выступа 9 под режущей кромкой высотой, равной величине зазора между ножами. Подвижная оправка выполнена с режущими кромками и коническими высту пами с обоих ее торцов. К ползуну пресса 10 прикреплена державка 11, положение которой относительно державки 5 фиксируется направляющими (не показаны). В них происходит также перемещение державки по вертикали. В державке закреплен втулочный нож 12, образующий с ножом 6 оптималн ый для резки згзор.
Внутри ножа 12 помещена подвижная втулка 13J внутри которой находится режущая оправка 14, заготовленная из ферромагнитной инструментальной стали. Конец оправки с режущей кромкой помещен заподлицо с ножом 12, второй - снабжен резьбой и закреплен гайкой 15 на прикрепленной к державке 11 крышке 16. Движение державки вверх ограничено упором 17. Подвижная втулка снабжена рычагом 18, на конце которого имеется ролик 19, взаимодействующий с направляющей 20.
Устройство работает следующим образом.
I Ползун пресса 10 и державка 11 находятся в верхнем положении, высту державки 11 касается упора 17, ножи 6 и, 12 соосны, подвижная втулка 13 рычагом 18 с роликом 19 в направляющей 20 отведена в крайнее правое положейие. Это исходное положение.
Включают электромагнит 7. Трубу 3 укладывают на рольганг 2 и со стороны, обращенной к ножу б, в него вставляют режущую оправку 8. Затем трубу толкателем 4 вдвигают в державку 5 и проталкивают через ножи, пока она не упрется в подвижную втулку 13. При этом режущая оправка 8 вершиной своего конуса упрется в торец режущей оправки 14 и рабочая кромка режущей оправки 8 будет отс оять от рабочей кромки режущей оправки 14 на расстоянии зазора между ножами 6 и 12.
Магнитное поле, создаваемое электромагнитом 7, воздействуя на оправку 8, удерживает ее от самопроизвольного перемещения внутри трубы. На разрезаемую трубу магнитное поле практически никакого воздей-ствия не оказывает, поскольку материал ,прутка алюминий или алюминиевый сплав) парамагнитен. Затем включают пресс.
При движении державки 11 нож 12 с оправкой 14 смещается вниз относительно ножа 6 с оправкой 8, пока державка не упрется в державку 5. При этом образбвавшийся торец трубы давит на конусную часть оправки 8 и , смещает последнюю вправо, чем предупреждается ее поломка. Одновременно с движением державки вниз рычаг 18 с роликом 19 скользит по направляюще 20, и, как только нож 12 окажется в проеме стола 1, втулка 13 рычагом 18 сдвигается вправо, отрезанная заготовка 21 выталкивается из ножа 12 в проем стола и падает в тару (не показано;. При обратном ходе пресса восстанавливается исходное состояние и цикл повторяют.
По сравнению с известным предлагаемое устройство обладает простой конструкцией и позволяет повысить качество получаемых заготовок.
Формула изобретения
Устройство для резки труб на заготовки, содержащее подвижную и неподвижную державки с установленными в них втулочными ножами, режущие оправки, устанавливаемые в разрезаемую трубу и отрезаемую заготовку, и механизм выталкивания отрезаемой заготовки, отличающееся тем, что, с целью .упрощения конструкции и повышения качества получаемых заготовок, оно снабжено смонтированной в неподвижной державке электромагнитной обмоткой, при этом втулочные ножи располож аны с зазором один относительно другого режущие оправки выполнены из ферромагнитного материала, а режущая оправка, устанавливаемая в разрезаемую трубу, выполнена с торцовым конусным выступом, расположенным по ее оси высотой, соответствующей величине зазора между втулочными ножами.
Источники информации, принятые -во внимание при экспертизе 1. Авторское свидетельство СССР 495166, кл. В 23 D 21/00, 1973
(прототип).
10
(ff/f.f
