ОБЛИЦОВКА КОРПУСА
РЕАКТОРА
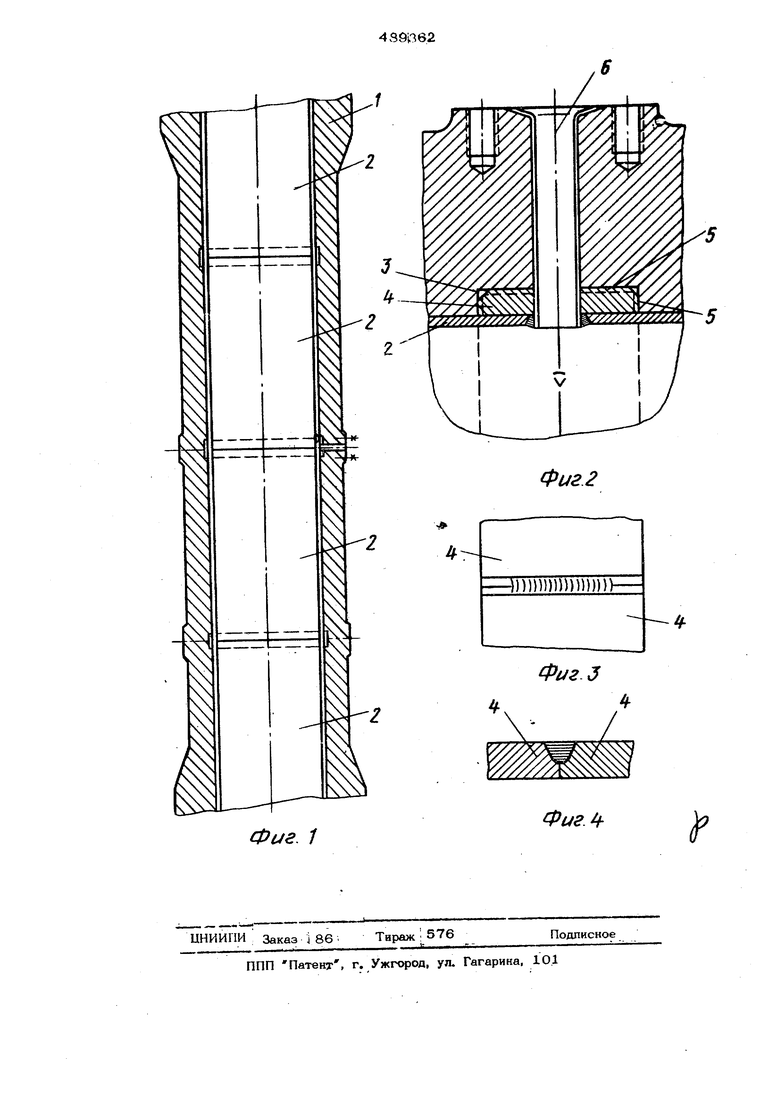
.л u/ет глубине и ширине радиалыокх выточек 3 в корпусе 1. На наружном диамет ре и на торцовых поверхностях сегмент кольца снабжены вентнляционными лазам 5. Кольцевые сегменты сначала вставляются в выточки 3 и затем свариваются друг с другом. Соединительный сварной шов короче, чем ширина кольца, а его глубина меньше толщины кольва. Это предотвращает образование замкнутой полости между облицовкой 2 и работающим 1.0Д давлением корпусом 1. - Затем части облидовки 2 вставляются 9 корпус 1 и на кольцевом участке свари ваются друг с другом. На участке колец 4 предусмотрены необходимые выводы 6 для установки измерительных устройств, например маномет ров. дмет изобретения Облицовка корпуса реактора из коррозионностойких или теплостойких материалов, которая состоит не менее чем из трех сварных секций, причем на учас-г кестыков круговых швов установлены подкладки из однотипного материала, о т л ичающаяся тем, что с целью повышения надежности, подкладка выполнена в виде, апример, свариваемого из сегментов кольца, которое вставлено в выточку в корпусе таким образом, что внутренняя поверхность корпуса проходит плоскопараллельно с утренней поверхностью кольца и соединительный сварной шов отдельных частей облицовки выполнен на подкладке. 2. Облицовка по п. 1, отлича ющ а я с я тем, что длина соединительных швов сегментов кольца выполнена меньше высоты кольца, а их глубина меньше толщины кольца. 3. Облицовка по пп. 1 и 2, отличающаяся тем, что на наружной и торцевых поверхностях сегментов кольца выполнены вентиляционные пазы. Фиг. 1 Р-Ш)))))П))П))))) Фие.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ФУНКЦИЙ ОБОРУДОВАНИЯ УСТАНОВКИ ПО ПРОИЗВОДСТВУ МОЧЕВИНЫ, ПОДВЕРЖЕННОГО ИНТЕНСИВНОЙ КОРРОЗИИ | 1995 |
|
RU2142869C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ БАЛЛОНОВ | 2000 |
|
RU2167019C1 |
| Внутренний центратор для сборки и сварки кольцевых швов с формированием обратной стороны шва | 2021 |
|
RU2761926C1 |
| Способ электронно-лучевой сварки тавровых соединений | 1987 |
|
SU1454610A1 |
| Способ изготовления сварных стыковых соединений многослойных тонкостенных конструкций звукопоглощающих панелей | 2022 |
|
RU2803617C1 |
| СПОСОБ МОНТАЖА УСИЛИВАЮЩЕЙ МУФТЫ НА ДЕФЕКТНЫЙ СТЫК ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2000 |
|
RU2165345C1 |
| СПОСОБ УДЛИНЕНИЯ СВАИ | 2012 |
|
RU2499655C1 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ КОЛЬЦЕВЫХ ОДНОТОЛЩИННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛИЧЕСКИХ ТРУБ И/ИЛИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2023 |
|
RU2821448C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2002 |
|
RU2218509C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |