Известны сигнальные приспособления для указания истечения времени выдерживания фанеры в сушильном или клеильном прессах в зависимости от различных постоянных, как-то: толщина фанеры, число листов в пачке и т. д. Тепловое же состояние пресса принимается как бы за постоянную величину. Практически температура плит не является постоянной величиной, так как давление (а возможно и перегрев) пара значительно колеблется в течение короткого времени. В связи с этим время выдерживания в зависимости от температуры устанавливают грубо и с некоторой страховкой на то, чтобы в случае падения температуры не испортить фанеры. Это не может обеспечить наивыгоднейшего по времени режима и не обеспечивает при данном тепловом состоянии пресса наибольшей производительности без уш,ерба для качества продукции.
.Предлагаемое устройство предназначено для автоматического регулирования времени выдерживания фанеры в клеильных и сушильных прессах и имеет ту особенность, что для автоматического регулирования времени выдерживания фанеры в прессе в зависимости от температурного режима
плит применен контактный провод в форме графика зависимости времени сцепки или клейки фанеры данного сорта от температуры. Указанный график перемещается пропорционалы о времени нахождения фанеры в прессе и предназначен для замыкания электрической цепи через промежуток времени, зависящий от формы графика и положения второго контакта цепи, устанавливаемого в зависимости от температуры плит посредством индикатора. В электрическую цепь включены соответствующие сигнальные, выключающие или тому подобные приборы, управляющие прессом.
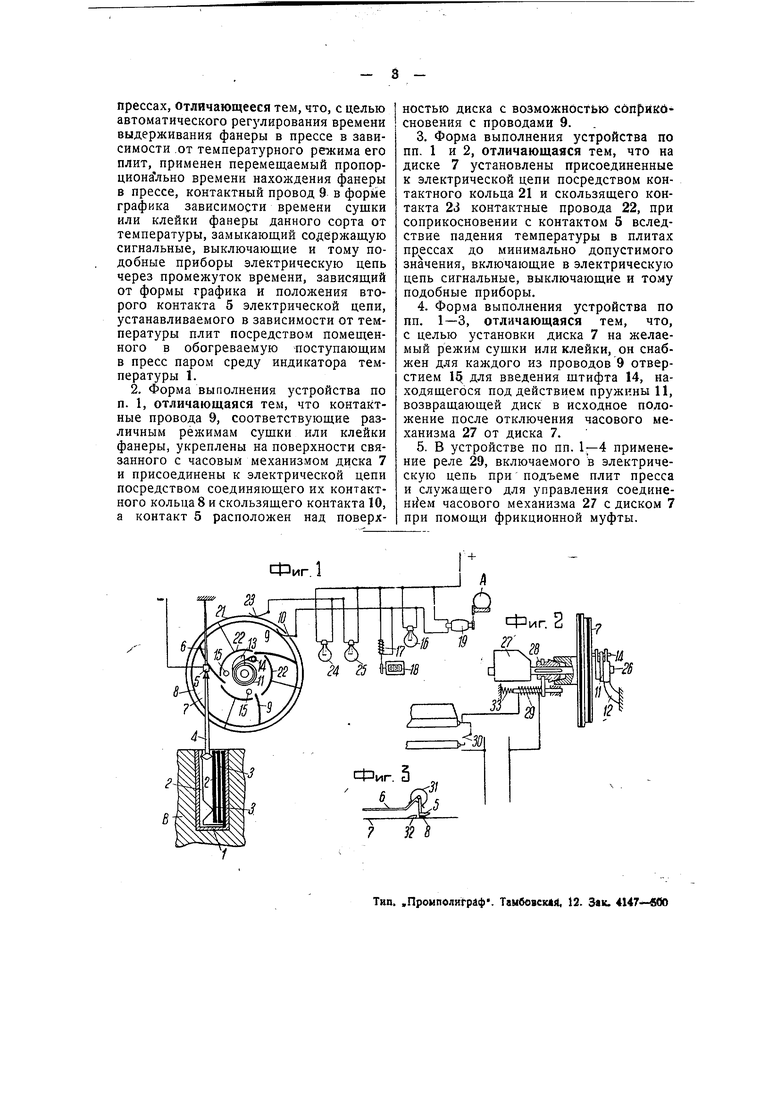
На чертеже фиг. 1 изображает вид предлагаемого устройства спереди и его схему; фиг. 2-вид устройства сбоку; фиг. 3-деталь устройства.
Предлагаемое устройство состоит из трех основных частей. Первой частью является индикатор температуры (фиг. 1), состоящий из футляра 1, последовательно спаянных в торцах металлических пластин 2, 3 с малым коэфициентом расщирения и болошим коэфициентом расщирения, и стрелки 4, призматическое основание которой зажато между пластинами 2 и 3. Вследствие различного коэфициента расширения
зтйх пластин при нагревании стрелка 4 будет отклоняться. В связи с последовательным спаем в торцах ряда пластин 2 и 3 получается возможность при коротком футляре 1 достигнуть значительного отклонения стрелки 4.
Второй частью устройства является диск 7, свободно сидящий на оси 26 часового механизма 27 и включаемый фрикционной муфтой 28, приводимой в действие реле 29, ток в который поступает после замыкания плитами или иным способом контакта 30. После размыкания фрикционной муфты 28 диск 7 пружинкой И возвращается в исходное положение до упора 13.. Шайба, несущая упор 13 и пружину 11, насажена свободно на оси 26 и удерживается от вращения связью 12.
Диск 7 по своей окружности несет два замкнутых контактных кольца 8 и 21.
От контактного кольца 8 к центру диска отходят контактные провода 9 в форме графиков, изображающих зависимость времени сушки или клейки от температуры для данного сорта фанеры и способа клейки.
Если число контактных проводов 9 не укладывается на одном диске, то диск 7 может быть сменным. Кроме этого кольцеврй контактный провод 8 при помощи скользящего контакта 10 соединяется с электросетью, идущей к сигналу 16, соленоиду 17, приводящему в действие счетчик 18 учета числа раз склейки или, сущки, и к электродвигателю 19, приводящему в движение вентиль А для производства планового опуска прессов при помощи особого прибора (см. авт. свид. Л 42423).
От кольцевого контакта 21 через посредство скрытых проводов отведены контакты 22, которые составляют как бы кольцо.
Кольцевой контакт 21 при помощи скользящего контакта 23 соединен с сигналами 24 и 25, которые могут быть расположены в любом месте, например, в котельной, в конторке мастера и т. д.
Диск 7 может быть заменен цилиндром.
Третьей частью устройства служит контакт 5, сидящий на гибком стержне 6.
Стрелкой 4 индикатора температуры контакт 5 может отклоняться вправо или в.гево в зависимости от температуры. Контакт 5 при соприкосновении с контактами 9 или 2 приводит в действие соответствующие сигналы и приборы.
Для того, чтобы обеспечить сразу надежный контакт без искрения, можно сделать контакт 5 (фиг. 3) откидньГй и соскакивающим с выступа 32, расположенного вдоль контактов 9 на диске 7.
При повороте диска в исходное положение контакт 5 откидывается, нажимая пружинку 31.
Работа прибора происходит следующим образом. Индикатор температуры помещают в отверстие в плите или в другую среду S, нагреваемую поступающим в пресс паром. Штифт 14, связанный с свободным концом пружины 11, вставляют в одно из отверстий 15, соответствующее нужной кривой провода 9,
После подъема плит замкнется контакт 30 и реле 29 через посредство муфты 28 включит диск 7 в часовой механизм 27. Через соответствующее время контакт 5 соединится с соответствующим контактным проводом 9. Если температура в это время упала, то контакт 5, будучи индикатором температуры отклонен вправо, включится позднее, если температура больще, то стрелка 4 отклонит контакт ..влево, и включение произойдет скорее. При включении же получатся соответствующие сигналы и заработают включенные в сеть приборы вплоть до того, что пресс автоматически будет выключен.
Если температура будет ниже допустимого предела, и контакт 5 отклонится до касания с контактом 22, то будут даны сигналы в котельную и мастеру для принятия мер к поднятию давления пара.
После разжатия плит контакт 30 разомкнется, муфта 28 выключится пружиной 33, а диск пружинкой 11 повернется в исходное положение.
Предмет изобретена я.
1. Устройство для автоматического регулирования времени выдерживания фанеры в клеильных или сущильных
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для регулирования скорости понижения давления в гидравлических прессах, преимущественно для клейки фанеры | 1934 |
|
SU42423A1 |
| Способ изготовления фанеры и фанерных плит | 1958 |
|
SU117649A1 |
| Прибор для контроля расположения в одной плоскости осей двух отверстий пересекающихся под углом | 1938 |
|
SU56250A1 |
| ДЫХАТЕЛЬНЫЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА ФАНЕРЫ | 1939 |
|
SU61491A1 |
| Подушка к утюжильным прессам | 1938 |
|
SU57339A1 |
| Устройство для автоматической записи в станционном журнале | 1928 |
|
SU33571A1 |
| Пресс для изготовления фасонных частей при производстве огнеупорных кирпичей | 1931 |
|
SU31856A1 |
| Прибор для автоматической обработки микроскопических объектов | 1936 |
|
SU54613A1 |
| Устройство для автоматического регулирования процессов | 1934 |
|
SU47567A1 |
| Электромагнитное приспособление к ватерам для прекращения подачи ровницы при обрыве нити | 1936 |
|
SU55136A1 |