Изобретение относится к дыхательным прессам для производства фанеры и имеет целью полную автоматизацию его работы. Для этого плиты дыхательного пресса получают прямолинейно-возвратное движение от рычажно-червячного механизма, который управляется от часового автомата, посредством реле, производящего пуск и остановку, а также посредством фрикциона, осуществляющего переключение с одного направления хода на другое.
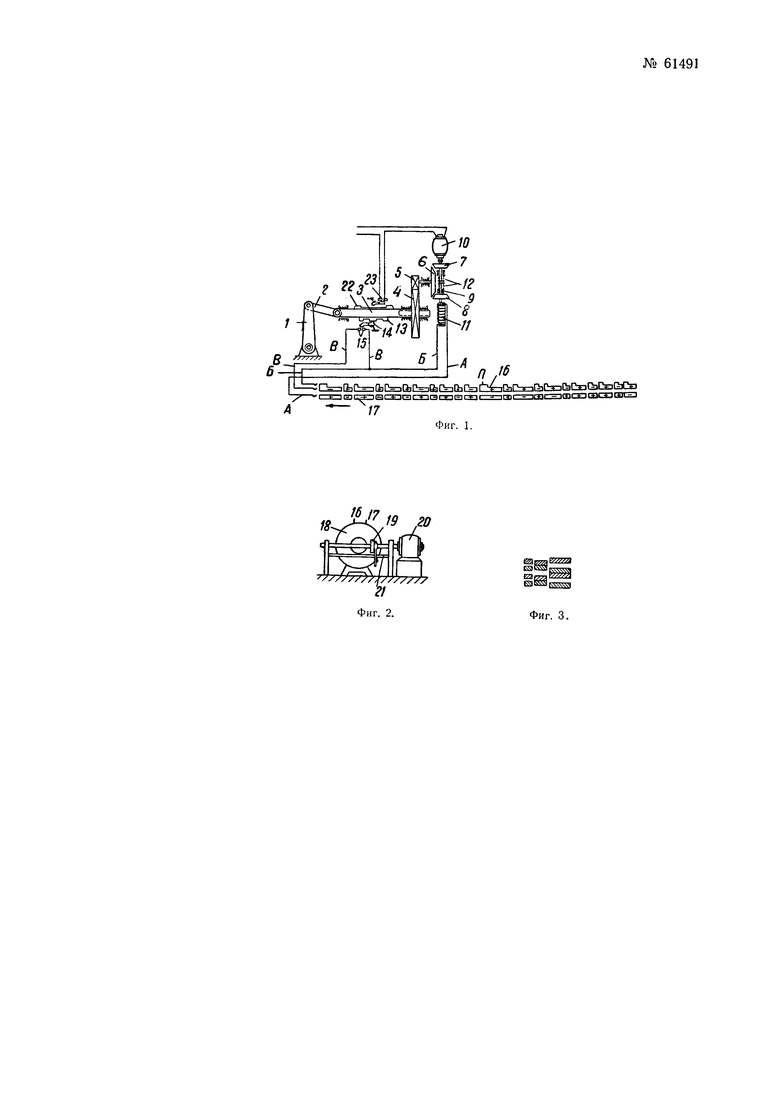
На фиг. 1 изображена общая схема устройства, автоматизирующего работу дыхательного пресса, на фиг. 2 - часовой автомат, составляющий часть этого устройства, и на фиг. 3 - схема расположения плит пресса в момент их разжатия, сжатия и переключения.
Рычаг дыхательного пресса вместо обычно применяемого эксцентрика приводится в движение (качается) шатуном 2 от штанги 3, оканчивающейся червяком, который сцепляется с шестерней 4 с внутренней червячной резьбой. Шестерня 4 получает вращение от шестерни 5 и фрикционного диска 6.
При вращении фрикционного диска 6 в различные стороны получается сближение и раздвижение плит, т.е. прямолинейно-возвратное движение плит. Это попеременное вращение фрикционного диска 6 в разные стороны осуществляется прижиманием к нему то одного, то другого конических фрикционов 7 и 8, сидящих на валу 9 электродвигателя 10. Пружины 12 стремятся удерживать фрикционы 7 и 8 в выключенном состоянии.
Реле 11, к которому в нужные отрезки времени подается ток различного направления от автомата, управляющего работой пресса, вызывает прижимание к диску 6 одного или другого из фрикционов 7 и 8.
Автомат состоит из сменного диска 18, приводимого во вращение с постоянной скоростью от часового механизма 20 через фрикционный диск 19. Передвижением диска 19 вдоль шкалы 21 устанавливается скорость автомата, необходимая для данных условий работы. На периферии диска 18 расположены в два ряда контакты 16 и 17, показанные на фиг. 1 в развернутом виде. Контакты 16 выполнены Г-образной формы и имеют так же, как и контакты 17, различную длину. Длинные контакты относятся к периоду сближения плит, причем длина контакта определяет продолжительность сжатия, а короткие контакты относятся к периоду раздвигания плит.
Следование подряд двух пар длинных контактов в двух местах периферии диска 18 относится к периоду переключения пресса, для чего один из контактов Г-образной формы имеет широкий выступ П.
От реле 11 к контактам 17 идет провод А, а к контактам 16 - провод Б, который имеет ответвление В. Провод В может быть отключен собачкой 14 от контакта 15. Собачка 14 приводится в действие гребенкой 13, помещенной на штанге 3. Провод В касается длинной части контакта 16, а провод Б - короткой выступающей части Г-образного контакта 16.
Действие автоматического управления пресса происходит следующим образом.
Реле 11, получив ток по проводам А и Б через выступ П контакта 16 и контакта 17 первой пары контактов, прижимает к диску 6 фрикцион 8. Контакт 16 провода В в это время разомкнут собачкой 14. Когда гребенка 13 передвинется и собачка 14 замкнет контакты 15 провода В, то некоторое время ток еще идет по проводам В и Б, но затем выступающая часть Г-образного контакта 16 кончается, провод Б выключается, ток продолжает итти только по проводам А и В до тех пор, пока гребенка 13 не дойдет до крайнего положения и снова не разомкнет собачкой 14 контакт 15. Это соответствует полному смыканию нечетных промежутков между плитами пресса и продолжается до тех пор, пока не начнет действовать следующая пара более коротких контактов 16 и 17, давая в цепь реле 11 ток противоположного направления и заставляя нечетные промежутки между плитами размыкаться. Смыкание и размыкание нечетных промежутков продолжается, таким образом, до тех пор, пока не подойдет пара контактов с более широким выступом П. Ширина этого выступа П рассчитана таким образом, чтобы ток поступал по проводу Б в течение времени, достаточного для прохода собачкой с среднего выступа гребенки 13, вследствие чего плиты будут размыкаться дальше, до смыкания четных промежутков. Затем повторяется цикл «дыхания» четных промежутков и т.д. Гребенка 22 и собачка-контакт 23 служат предохранителем для выключения электродвигателя 10 в случае аварии автомата.
Дыхательный пресс для производства фанеры, отличающийся тем, что в целях автоматизации работы пресса, последний снабжен управляемым через посредство реле 11 и фрикционов 7 и 8 от часового автомата 18-20 рычажно-червячным механизмом 1, 2 и 4, предназначенным для прямолинейно-возвратного) перемещения плит пресса.
