1
Изобретение относится к электросварке а именно к стыковой электросварке оплавлением.
Известны машины для стыковой электросварки изделий оплавлением, содержащие станину с зажимами свариваемых изделий и механизм для .перемещения одного из зажимов, выполненный в виде гидроцилиндра, корпус которого неподвижно закреплен на станине, а шток соединен с подвижньп л зажимом.
Однако известные машины характеризуются недостаточной тепловой эффективностью реализуемого ими процесса оплавления и значительными усилиями, необходимыми для проведения осадки, что в ряде случаев приводит к снижению качества сваного соединения.
Целью изобретения является повышения качества сварного соединения и эффекти&ности процесса сварки,
Для этого привод вибрчтора вьшолнен из известного магнитострикционного преобразователя, соленоид которого установлен на штоке гидроцилиндра механизма для перемещения подвижного зажима одновременно служащего сердечником преобразователя, и подключен к источнику переменного тока с изменяемой по программе в процессе сварки частотой и напряжением.
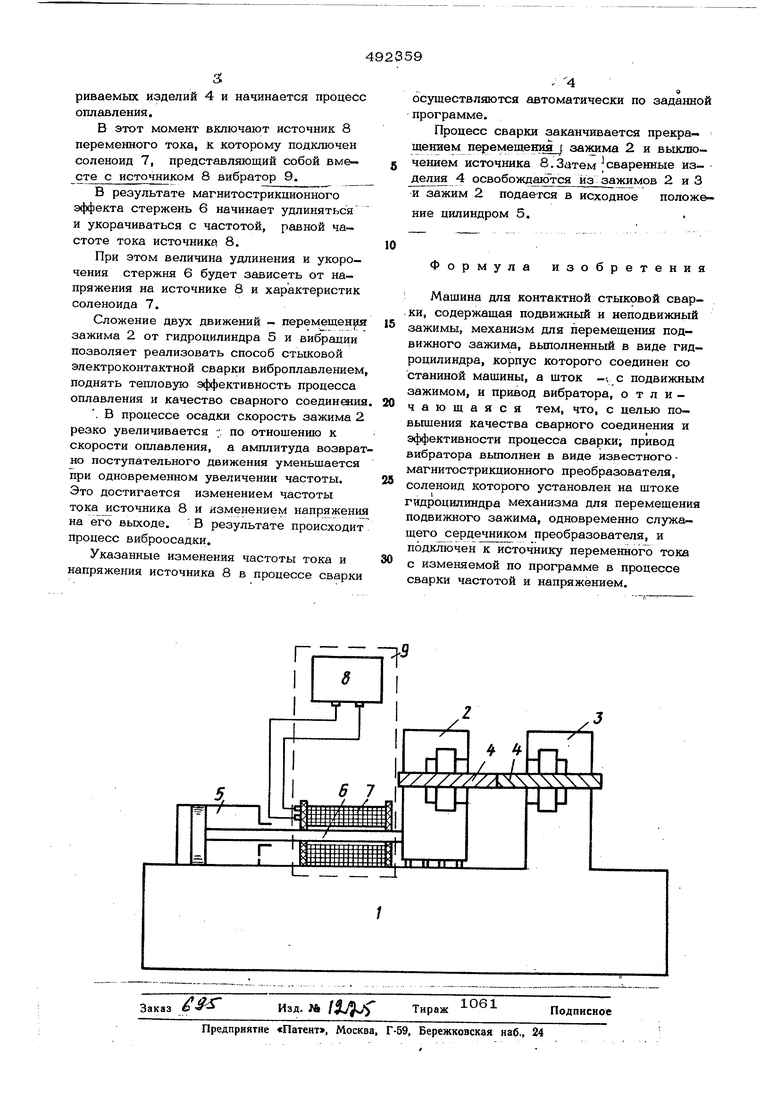
На чертеже приведена схема машины. , Машина для контактной стыковой сварки изделий оплавлением содержит станину 1, зажимы 2 и 3 свариваемых изделий 4,
механизм для перемещения зажима 2, выполненный в виде гидроцилиндра 5, не-; подвижно закрепленного на станине 1.
Шток 6 гидроцилиндра 5 проходит через соленоид 7 и соединен с подвижным зажимом 2, а зажим 3 неподвижно закреплен на станине 1.
.Перед началом сварки расстояние между зажимами 2 и 3 максимально. Для осуществления процесса сварки на мащи- не в зажимах 2 и 3 закрепляют свариваемые изделия 4.
Затем включают сварочный трансформатор (не показан) и в левую полость гидроцилиндра 5 подают жидкость. В результате этого осуществляется сближение сва-
риваемых изделий 4 и начинается процесс оплавления,
В этот момент включают источник 8 переменного тока, к которому подключен соленоид 7, представляющий собой вме- сте с источником 8 вибратор 9.
В результате магнитострикционного эффекта стержень 6 начинает удлиняться и укорачиваться с частотой, равной частоте тока источник, 8.
При этом величина удлинения и укорочения стержня 6 будет зависеть от напряжения на источнике 8 и характеристик соленоида 7,
Сложение двух движений - перемещен1|Ш зажима 2 от гидроцилиндра 5 и вибрации позволяет реализовать способ стыковой электроконтактной сварки виброплавлением, поднять тепловую эффективность процесса оплавления и качество сварного соединения
. В процессе осадки скорость зажима 2 резко увеличивается ;. по отношению к
скорости оплавления, а амплитуда возвратно поступательного движения уменьшается при одновременном увеличении частоты. Это достигается изменением частоты тока источника 8 и изменением напряжения на его выходе. В результате происходит процесс виброосадки.
Указанные изменения частоты тока и напряжения источника 8 в процессе сварки
осуществляются автоматически по заданной программе.
Процесс сварки заканчивается прекращением перемещения t зажима 2 и выключением источника 8. Затем сваренные 4 освобождаю тся из зажимов 2 и 3 и зажим 2 подается в исходное положение цилиндром 5.
Формула изобретения
Мащина для контактной стыковой сварки, содержащая подвижный и неподвижный зажимы, механизм для перемещения подвижного зажима, вьшолненный в виде гидроцилиндра, корпус которого соединен со станиной машины, а шток -, с подвижным зажимом, и привод вибратора, отличающаяся тем, что, с целью повьппения качества сварного соединения и эффективности процесса сваркк; привод вибратора выполнен в виде известного магнитострикционного преобразователя, соленоид которого установлен на штоке гидроцилиндра механизма для перемещения подвижного зажима, одновременно служащего сердечником преобразователя, и подключен к источнику переменного тока с изменяемой по программе в процессе сварки частотой и напряжением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1344544A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2017 |
|
RU2683668C1 |
| Способ контроля качества сварных соединений, выполненных стыковой контактной сваркой оплавлением, и устройство для его реализации | 2018 |
|
RU2682362C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2009 |
|
RU2393068C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2424093C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2433895C1 |
| Гидропривод машины контактной стыковой сварки оплавлением | 1986 |
|
SU1527418A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Устройство для контактной стыковой сварки рельсов | 1970 |
|
SU344695A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОСТРЯКОВ И РЕЛЬСОВ | 2021 |
|
RU2766092C1 |
i1
X
ff
Л
tTh
У///
т
V/kXN
I
°
