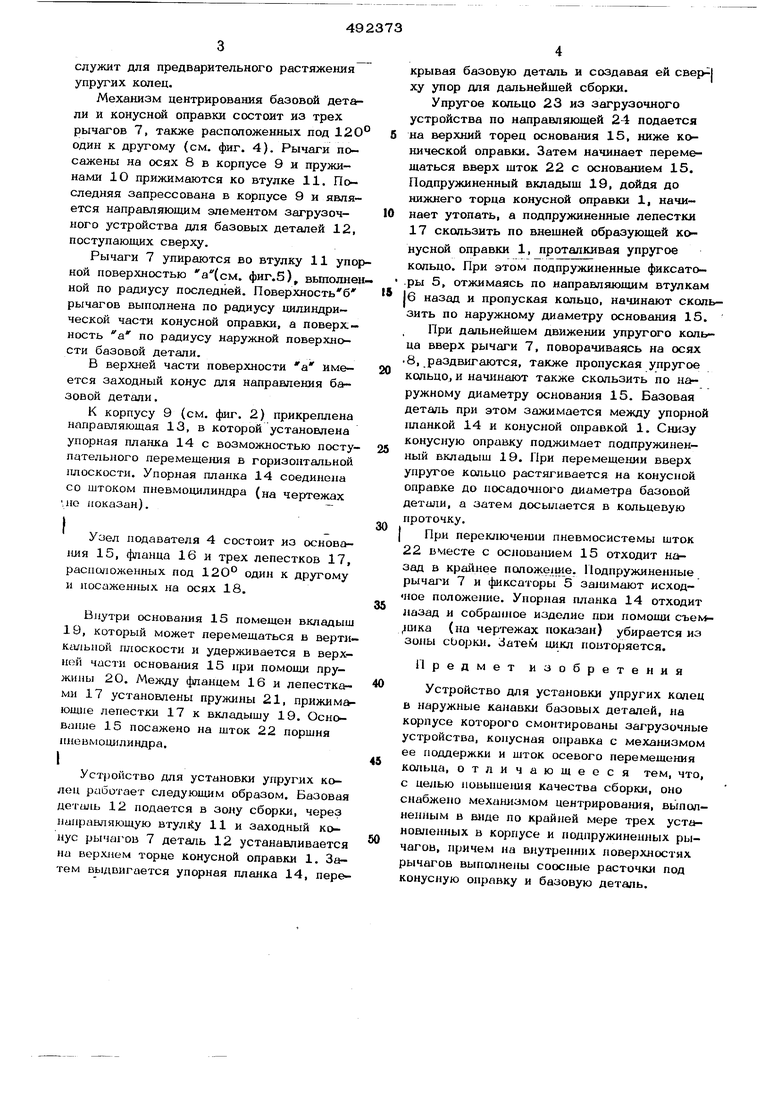
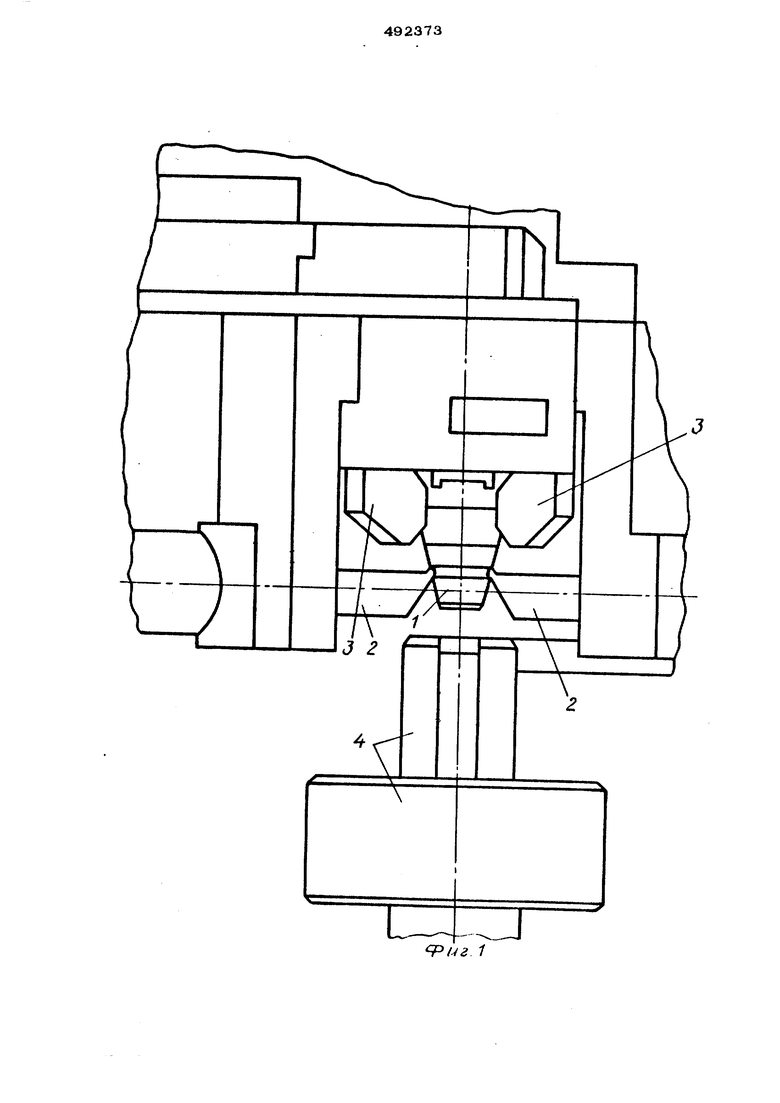
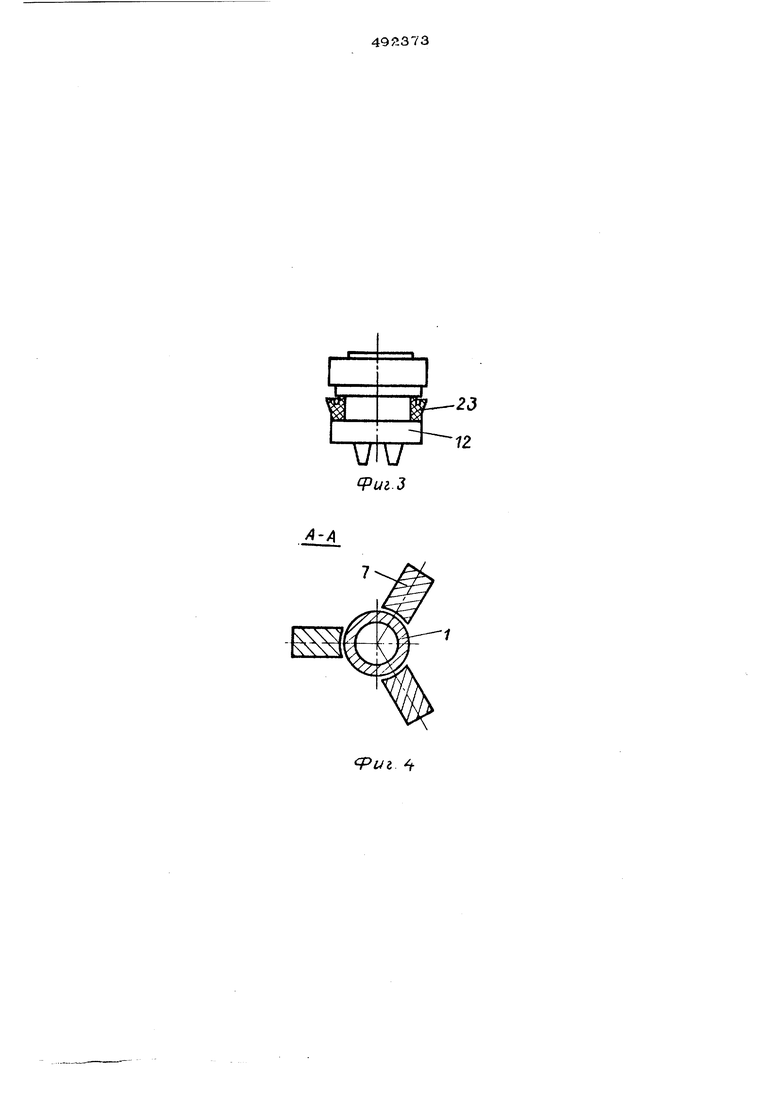
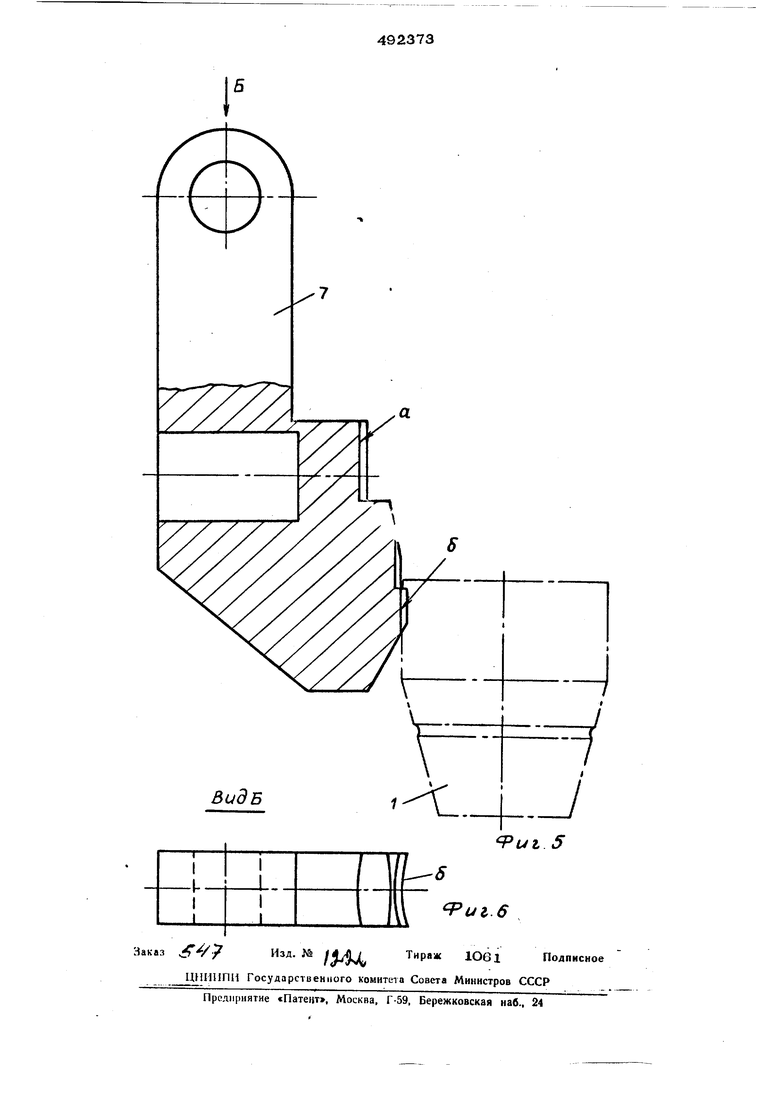
(54) УСТРОЙСТВО ДЛЯ УСТАНОВКИ УПРУГИХ КОЛЕЦ В НАРУЖНЫЕ КАНАВКИ БАЗОВЫХ ДЕТАЛЕЙ служит для предварительного растяже1шя упругих колец. Механизм центрирования базовой детагли и конусной оправки состоит из трех рычагов 7, также расположенных под 120 один к другому (см. фиг. 4). Рычаги посажены на осях 8 в корпусе 9 и пружинами 1О прижимаются ко втулке 11. Последняя запрессована в корпусе 9 и является направляющим элементом загрузочного устройства для базовых деталей 12, поступающих сверху. Рычаги 7 упираются во втулку 11 упо ной поверхностью а(см. фиг.5), вьшолне ной по радиусу последней. Поверхность б рычагов выполнена по радиусу цилиндрической части конусной оправки, а поверхность а по радиусу наружной поверхности базовой детали. В верхней части поверхности а имеется заходный конус для направления базовой детали. К корпусу 9 (см. фиг. 2) прикреплена направляющая 13, в которой установлена упорная планка 14 с возможностью поступательного перемещения в горизонтальной imocKocTn. Упорная планка 14 соединена со штоком пневмоцилиндра (на чертежах ПО показан). Узел подавателя 4 состоит из основания 15, фланца 16 и трех лепестков 17, расположенных под 120 один к другому и посаженных на осях 18. Внутри основания 15 помещен вкладыш 19, который может перемещаться в верти Ксшьпой плоскости и удерживается в верхН(5Й части основания 15 при помощи пружины 20. Между фланцем 16 и лепестками 17 установлены пружины 21, прижима ющие лепестки 17 к вкладыщу 19. Основание 15 посажено на щток 22 порщня пневмодилиндра. I Уст(юйство для установки упругих колеп работает следующим образом. Базовая детш1ь 12 подается в зону сборки, через пиправляющую втулку 11 и заходный конус рычагов 7 деталь 12 устанавливается на верхнем торие конусной оправки 1. Затем выдвигается упорная планка 14, перекрывая базовую деталь и создавая ей ху упор для дальнейшей сборки. Упругое кольцо 23 из загрузочного устройства по направляющей 24 подается на верхний торец основания 15, ниже конической оправки. Затем начинает перемещаться вверх щток 22 с основанием 15. Подпружиненный вкладыщ 19, дойдя до нижнего торца конусной оправки 1, начинает утопать, а подпружиненные лепестки 17 скользить по внещней образующей конусной оправки 1, проталкивая упругое кольцо. При этом подпружиненные фиксато.ры 5, отжимаясь по направляющим втулкам 6 назад и пропуская кольцо, начинают скользить по наружному диаметру основания 15. При дальнейщем движении упругого кольца вверх рычаги 7, поворачиваясь на осях 8, раздвигаются, также пропуская упругое кольцо, и начинают также скользить по наружному диаметру основания 15. Базовая деталь при этом зажимается между упорной планкой 14 и конусной оправкой 1. Снизу конусную оправку поджимает подпружиненный вкладыш 19. При перемещении вверх упругое кольцо растягивается на конусной оправке до посадочного диаметра базовой детали, а затем досылается в кольцевую проточку. При переключении пневмосистемы щток 22 вместе с ocnouaimeM 15 отходит назад в крайнее положетш. Подпружиненные рычаги 7 и фиксаторы 5 занимают исход ное положедше. Упорная планка 14 отходит назад и собранное изделие пои помощи съем,1шка (на чертежах показан) убирается из зоны сЬорки. Затем цикл поьторяется. Предмет изобретения Устройство для установки упругих колец в наружные канавки базовых деталей, на корпусе которого смонтированы загрузочные устройства, ко 1усная оправка с мехаш13мом ее поддержки и шток осевого перемещения кольца, отличающееся тем, что, с целью новыщешш качества сборки, оно снабжено механизмом центрирова1шя, выполненным в шще по крайней мере трех установленных в корпусе и подпружиненных рычагов, причем на внутренних поверхностях рычагов выполне1сы соосные расточки под конусную оправку и базовую деталь.
Pui.3
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки деталей типа вал-втулка | 1974 |
|
SU506488A1 |
| Устройство для установки колец вКАНАВКу | 1979 |
|
SU818805A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ УПРУГИХ КОЛЕЦ В НАРУЖНЫЕ КАНАВКИ БАЗОВОЙ ДЕТАЛИ | 1991 |
|
RU2043898C1 |
| Устройство для установки стопорных колец | 1983 |
|
SU1123832A1 |
| Устройство для установки упругих колец в канавки цилиндрических базовых деталей | 1979 |
|
SU952507A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ и ПОСЛЕДУЮЩЕЙ | 1972 |
|
SU350622A1 |
| Устройство для сборки деталей запрессовкой | 1984 |
|
SU1269962A1 |
| Устройство для соединения охватываемой и охватывающей деталей посредством упругого разрезного кольца | 1983 |
|
SU1094718A1 |
| Автомат для выполнения технологических операций с деталями типа колец подшипников | 1978 |
|
SU899330A1 |
| Устройство для сборки пайки конденсаторов с осевыми выводами | 1974 |
|
SU602322A1 |

ui
